
Headlines

Cobalt Market 2022 Year-End Review
Originally posted on Investingnews.com
concept w / Shutterstock
What happened to cobalt in 2022? Our cobalt market update outlines key market developments quarter by quarter.
Cobalt prices rallied in the first several months of 2022 on the back of steady electric vehicle (EV) demand, but the battery metal was unable to sustain its gains throughout the year.
Despite this pullback in prices, governments around the world continue to push for a green energy transition, turning market watchers' attention to key raw materials used in batteries such as cobalt.
Read on to learn what happened in the cobalt market in 2022, including supply and demand dynamics, and what market participants had to say during each quarter of the year.
What happened in the cobalt market in 2022?
Cobalt market in Q1: Strong demand supports prices
In Q1, cobalt's performance was mostly as expected, with tight conditions persisting and strong demand continuing from the battery market, Harry Fisher, then of CRU Group, told the Investing News Network (INN).
“Russia’s invasion of Ukraine was of course the key shock which has tightened the screws further on the market,” he said. Russia is the world’s second largest producer of cobalt, with 2021 output of 7,600 metric tons (MT), as per the US Geological Survey.
After averaging US$24 per pound in 2021, European metal prices started the year at around US$32, but rose on the back of constrained conditions and uncertainty around the war in Ukraine. By the end of March, European prices were near US$40.
“We expect that market tightness will continue while global supply chains remain constrained and keep intermediate payables high,” Fisher said. While conditions were seen easing in H2, the impact of the Russia-Ukraine war called that into question.
EV forecasts at the start of the year indicated that the strong sales trend seen in 2021 would not slow down in 2022. That’s why many experts predicted that cobalt demand would continue to enjoy healthy levels for the year.
“We now expect cobalt demand to be even stronger as EV sales continue to accelerate,” Fisher said. CRU’s forecast at the time was for 3.6 million additional new energy vehicle (NEV) sales year-on-year in 2022, with global penetration reaching 12 percent.
Looking over to cobalt supply, CRU was forecasting around 40,000 MT of mined supply growth in 2022. Last year, cobalt mine output rose 12 percent year-on-year to 160,000 MT after falling in 2020. The Democratic Republic of Congo was the top producer.
“Although more than 60 percent of this is from the Democratic Republic of Congo, this remains at risk from the supply chain constraints already mentioned,” Fisher said.
Cobalt market in Q2: Price rally takes a pause
Prices for the commodity stabilized in the first three months of 2022, but took a breather in the second quarter.
Speaking with INN about the price pullback seen in the second quarter, Cameron Hughes of Benchmark Mineral Intelligence said at the time that cobalt sulfate prices initially led the retreat. He pointed to the impact of China's COVID-19 restrictions, which were felt sharply across the country's domestic battery supply chain in early April.
“The downturn was later felt across the entire cobalt complex as metal prices and hydroxide payables recorded similar declines in May, with all three grades continuing to fall throughout the remainder of the quarter,” he said.
Once the correction began, it became clear that prices had substantial downside potential. That's because Chinese prices had been trading at much lower levels than the international market in recent months, Hughes said at the end of Q2.
Demand from the EV sector was stronger than many had expected in 2021, but Chinese lockdowns paired with macroeconomic factors impacted the space in the second quarter.
Even so, NEV sales rebounded quickly in China, rising 50 percent month-on-month in May and 33 percent month-on-month in June. In fact, June sales hit a new monthly record of 596,000 units, as per CRU data.
In Q2, CRU revised its forecasts for mine supply slightly, predicting a rise of over 42,000 MT, up 26 percent year-on-year. “This will mean that the market should certainly be more balanced than in 2021, when a significant deficit developed,” Fisher said.
Cobalt market in Q3: Demand for electronics takes hit
After pulling back in the second quarter, cobalt prices began to stabilize in Q3.
“Spot demand for cobalt was tepid throughout (the third quarter), despite strong Chinese EV and battery production, given large inventories of raw material accumulated throughout 2022,” Hughes said.
“The majority of demand from cell manufacturing was absorbed by long-term contracts, cobalt contained in mixed hydroxide precipitate from Indonesia and cobalt recycling.”
Prices found support in late August due to perceived tightness in the US superalloy market and robust alloy grade demand, according to Benchmark Mineral Intelligence data.
“This provided upward momentum for metal prices, which subsequently supported sulfate and hydroxide prices,” Hughes said at the end of Q3. “As this tightness subsided in September, prices stabilized throughout the month.”
In Q3, macroeconomic headwinds continued to hit the cobalt sector, limiting demand from several industries.
The most significant impact has been on cobalt demand from consumer electronics, which is down almost 10 percent year-on-year, according to Benchmark Mineral Intelligence.
“There has also been limited demand from energy-intensive cobalt end markets, such as the ceramics industry, given increasing energy prices,” Hughes said. “Although sectors like ceramics are relatively small industries, this demonstrates a wider trend of energy-intensive processes having to be cut back.”
Looking at supply, Project Blue’s Jack Bedder pointed out that cobalt material was flowing out of Africa reasonably easily at the time. “But any changes there could add tightness (to the market),” he added.
Cobalt market Q4: EV demand to remain strong
The EV sector remains a top demand driver for cobalt. The industry has grown significantly in the past two years, driven primarily by China, but with regions such as Europe also showing strength.
Looking at what might be ahead in 2023, Iola Hughes of Rho Motion told INN the upside is strong for the EV market, highlighting China's role in the sector. Speaking about the different cathode chemistries leading the industry, Hughes said North America at the moment is dominated by nickel-cobalt-aluminum.
“The remainder of the market is being made up by nickel-cobalt-manganese, with a little bit of lithium-iron-phosphate (LFP) coming through from imports of China,” she said. “In China, the LFP story has really been stepping up this year — we're seeing close to 40 percent of that market being LFP cathodes.”
When looking at what might be ahead for cobalt, total cobalt supply is estimated to be 206,000 MT in 2023, an increase of 26,000 MT from 180,000 MT in 2022, according to Fastmarkets’ research team. Meanwhile, demand is forecast to increase by 17,000 MT to 194,000 MT in 2023. Despite this year-on-year increase, the market is expected to be in a supply surplus of 12,000 MT in 2023.
“We saw cobalt prices correct, (as) the cobalt market isn't in deficit at the moment, and there's adequate supply for demand,” Caspar Rawles of Benchmark Mineral Intelligence told INN. “Part of that is down to the fact that there's been a bigger uptake of LFP in China than was originally anticipated … and importantly, this year in particular what we've seen is sort of lackluster demand from the consumer electronics industries, smartphones and laptops.”
But even as the share of LFP might continue to grow, cobalt demand from the EV sector is expected to remain high.
“Despite the prevailing transition to lower cobalt cathode chemistries and the growing share of non-cobalt chemistries, the cobalt bearing (nickel-cobalt-manganese) chemistry will remain the dominant chemistry in the foreseeable future," said Andries Gerbens, a physical trader at Darton Commodities. "Furthermore, the sheer absolute growth in EV sales will mean that EV-related cobalt demand will continue to accelerate in the years to come."

The Future Value of Disruptive Materials
Originally posed on elements.visualcapitalist
The Future Value of Disruptive Materials
A select number of materials have a critical role to play in the expansion of next generation technologies. This could lead to a surge in demand and a potential soaring of market values for each material as a result.
This graphic from Global X ETFs takes a closer look at the forecasted market value for 12 disruptive materials, which are seeing increasingly large climate investment.
Soaring Market Values
The materials highlighted are each a billion dollar market in their own right. But which has the largest projected future market value?
Copper is one of the largest and most mature markets from this group. And as a result sees a lower projected compound annual growth rate (CAGR).
However, when it comes to the fastest growing market, lithium reigns supreme with a CAGR of over 23% between the forecast period of 2021 and 2028. Lithium is a vital ingredient for lithium-ion batteries, used in EVs and elsewhere.
Altogether, the collective market value for these top materials is expected to be worth over $800 billion by the end of the decade. And in the subsequent years, as efforts to tackle climate change accelerate, the collective value of these materials may well hit $1 trillion.

Introducing the Global X Disruptive Materials ETF
The Global X Disruptive Materials ETF (Ticker: DMAT) seeks to provide investment results that correspond generally to the price and yield performance, before fees and expenses, of the Solactive Disruptive Materials Index.
The Global X Disruptive Materials ETF is a passively managed solution that can be used to gain exposure to the rising demand for disruptive materials. Click the link to learn more.

Western countries forge green alliance for getting electric vehicle minerals
Originally posted on Mining.com
The founding members of the Sustainable Critical Minerals Alliance. Credit: Jonathan Wilkinson’s official Twitter page
The United States and other western countries on Monday announced an alliance to produce and buy critical minerals from countries with stronger environmental and labor standards, a move that could reduce business with market leader China.
Announced at the COP15 talks on biodiversity in Montreal, the Sustainable Critical Minerals Alliance would support these standards for elements like lithium, cobalt and nickel, Canada’s Natural Resources Minister Jonathan Wilkinson said.
“Unless China and Russia are willing to put in place … measures required to be able to legitimately say that they are supporting these kinds of standards then it would essentially mean … we will be buying alternatives as we can,” Wilkinson said in an interview.
Wilkinson acknowledged that the voluntary alliance of the United States, Canada, Australia, France, Germany, Japan and the United Kingdom would not shun China which dominates the market for the minerals used in EV batteries.
“Obviously right now there are some critical minerals that are processed in large measure in China so this will be something that will need to happen over time,” he said.
Western countries have been trying to wean themselves from dependence on authoritarian regimes for strategically important materials. Canada last week unveiled a strategy to ramp up production and processing of critical minerals. In June, the United States and allies set up a partnership aimed at securing supplies.
China said it has taken steps to curb pollution in its mining sector, but has faced criticism.
Mining, along with other sectors are under scrutiny at the Montreal talks due to their impact on nature.
“China is actually free to up its game with respect to environmental standards and with respect to labor standards and eventually join the alliance,” Wilkinson said. “But it would have to make those kinds of changes.”
A strategist from environmental group Greenpeace welcomed the alliance’s support for higher environmental, indigenous rights and labor standards but questioned how it would be enforced.
“Will there be teeth to that? For the moment it’s more like a memorandum,” said Keith Stewart, senior energy strategist, Greenpeace Canada.
(By Allison Lampert; Editing by David Gregorio)

Canada’s mining minister wants minerals projects built within a decade
Originally posted on Mining.com
Canada’s Minister of Natural Resources Jonathan Wilkinson. (Image courtesy of Province of British Columbia.)
Canada’s mining minister wants critical minerals projects built in less than a decade — spurred on by government efforts to cut red tape.
“We need to get to the point where we can get these mines from concept to production certainly within a decade, and ideally less than that,” Natural Resources Minister Jonathan Wilkinson said in a Monday phone interview.
Wilkinson’s comments come days after his ministry published a critical minerals strategy that pledged to review Canada’s approval process for developing mines. Government estimates show it can take up to 25 years for a mining project to become operational. Wilkinson said he expects policy recommendations on streamlining processes within the next 12 months.
The time it takes to build a mine has been a source of concern for mining companies worldwide, given that lengthy approval processes pose investment risks and heightened costs, and is top of mind for many mining CEOs. The head of Vancouver-based Teck Resources Ltd., for instance, said last week that the Canadian government could help the industry with an approval process that ensures projects get done in a timely fashion.
“If we are going to bring supply online at the pace that the world needs to electrify, we need to shorten those timelines,” Chief Executive Officer Jonathan Price said in a Thursday interview. “Getting the approvals pathway right is very important, but we have to look for opportunities to accelerate so we can bring new production to market more quickly.”

High-Performance Amorphous Carbon Coated Lithium-Nickel-Manganese-Cobalt-Oxide (NMC622) Cathode Material with Improved Capacity Retention for Lithium-Ion Batteries
Originally posted on wevolver.com
This article is a part of our University Technology Exposure Program. The program aims to recognize and reward innovation from engineering students and researchers across the globe.
Coating conducting polymers onto active cathode materials has been proven to mitigate issues at high current densities stemming from the limited conducting abilities of the metal-oxides. In the present study, a carbon coating was applied onto nickel-rich NMC622 via polymerisation of furfuryl alcohol, followed by calcination, for the first time. The formation of a uniform amorphous carbon layer was observed with scanning- and transmission-electron microscopy (SEM and TEM) and X-ray photoelectron spectroscopy (XPS). The stability of the coated active material was confirmed and the electrochemical behaviour as well as the cycling stability was evaluated. The impact of the heat treatment on the electrochemical performance was studied systematically and was shown to improve cycling and high current performance alike. In-depth investigations of polymer coated samples show that the improved performance can be correlated with the calcination temperatures. In particular, a heat treatment at 400 °C leads to enhanced reversibility and capacity retention even after 400 cycles. At 10C, the discharge capacity for carbon coated NMC increases by nearly 50% compared to uncoated samples. This study clearly shows for the first time the synergetic effects of a furfuryl polymer coating and subsequent calcination leading to improved electrochemical performance of nickel-rich NMC622.
Introduction
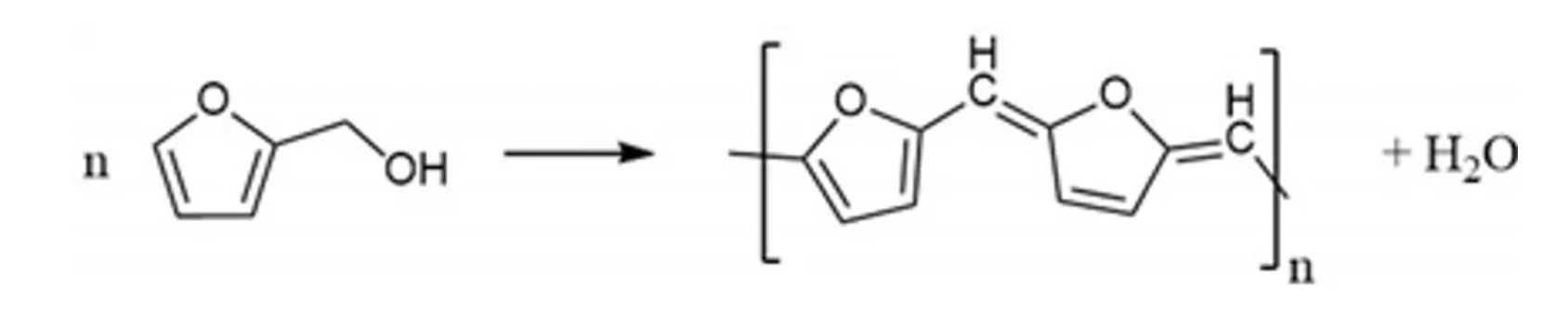
Ni-rich NMC, LiNixMnyCozO2 (where x ≥ 0.5, x + y + z = 1) has attracted great attention in the battery community due to a combination of high reversible capacity (180–250 mAh g−1) and high operating voltage (~3.8 V vs. Li+/Li) that stems from two-dimensional lithium-ion diffusion and good lithium-ion conductivity [1]. However, in spite of these advantages, the material is known to possess problems such as surface side reactions and chemical instability at the highly de-lithiated stages (>4.3 V vs. Li+/Li) [2,3,4,5]. To overcome these issues and to achieve the long-term performance of Ni-rich NMC materials, surface stabilisation of Ni-rich materials is considered an efficient strategy [3,4,5,6,7,8,9]. Such surface coating of materials/layers should offer decreased surface impedance, unchanged Li+ diffusivity, and chemical stability vs. the electrolyte throughout the applied voltage window. Metal oxides, including Al2O3 [10,11,12], ZrO2 [13,14], MgO [15], Li2O–2B2O3 [16], TiO2 [17], SiOx [18], ZnO [19], SnO2 [20], Y2O3 [21], LiNbO3 [22], and LiAlPO3.93F1.07 [23] have been employed as coatings which improved the electrochemical performance and stabilised Ni-rich NMC materials during prolonged cycling. The delay in structural degradation stems from an effective protective layer that prevents the material from HF-based surface side reactions and lowers the charge transfer resistance of Li+ and transition metals dissolution. However, their inherently low electronic conductivity results in a poor electrochemical performance at high current rates, which challenges their ability in high power applications [24,25,26,27]. To solve this problem, a carbon coating on the surface of metal-oxide particles is one of the strategies demonstrated in the literature. Many studies demonstrated that a nanometre layer of carbon increased electronic conductivity of the cathode material and reduced side reactions with the electrolytes. The layer creates a physical barrier between the electrolyte and the metal-oxide-based cathodes [24]. This has been widely applied for low conducting materials such as LiFePO4 [28,29] and Li2FeSiO4 [30,31]. Hence, thin layers of carbons are a proven strategy to increase the electrochemical performance at high current rates. However, achieving homogeneous coatings on micrometre-sized commercial NMC cathode materials remains challenging. In this regard, amorphous carbon-based materials from polymerisation offer homogeneous coverage and high electronic conductivity. Their good chemical and electrochemical stability have been reported as promising alternatives to metal-oxide-based coatings [32]. Moreover, low material cost and processes makes them potentially competitive with metal-oxide coatings. Compared to nanosized materials, large particles of a mean diameter of ~10 µm were found difficult to coat and only a thin layer on the material can be obtained through a general solution-based coating approach. Furthermore, it is well known that in inert atmosphere carbon acts as a reducing agent and can remove oxygen from the NMC structure, leading to the formation of unwanted surface species and material degradation [33]. Therefore, in this work we present a method that reduces the risk of oxidizing the carbon layer by a process that involves polymer curing on NMC particles, and the formation of carbon at elevated temperatures is carried out in air atmosphere. Here, we have performed an amorphous polymer coating of poly-furfuryl on NMC622 through the polycondensation of furfuryl alcohol (Equation (1)). In detail, the process contains the steps of monomerpolymerisation at 80 °C, followed by curing of the polymerised products at 120 °C to form a cross-linked polymer structure. A final calcination step creates a uniform amorphous carbon layer.
Although there are approaches to obtain carbon coated Ni-rich NMC through solid state methods, these examples restrict control over thickness [24,34]. On the other hand, polymerisation of organic monomers on top of metal-oxide particles followed by calcination allows for the formation of amorphous carbon with a defined thickness. Hence, in the present study we performed carbon coatings on NMC622 micro-sized particles through the polymerisation of furfuryl alcohol (FA) followed by a calcination step. A systematic study of carbon coating thickness and heat treatment on NMC622, comparing coated with uncoated micro particles that improve the electrochemical performance, is presented in this work. Furfuryl alcohol is used as fire retardant and for its thermosetting properties after polymerisation [35] as well as its ability to form carbon layers with good mechanical properties. It is also known to be chemical inert towards corrosive species, such as HF [36]. Here, we show that a uniform coating was achieved by polycondensation of furfuryl alcohol followed by calcination of the cross-linked polymer structure in air. Further, a detailed study on the effect of variation of calcination temperature of the poly-furfuryl coated NMC622 on the thickness of carbon coating was performed and revealed optimum conditions at 400 °C. A nearly 15 nm thick layer of amorphous carbon on NMC622 particles can be derived from the calcination of poly-furfuryl, which results in increased capacity retention and higher discharge capacity of up to 10 C during discharge.
Results
Polymer Formation
The formation and curing of the polymer were confirmed by the Fourier-transform infrared spectroscopy (FTIR) analysis shown in Figure 1. The broad OH peak in the region 3600–3000 cm−1 is strongly reduced, indicating that polycondensation of the monomer took place. Moreover, increased vibration bands in the spectral range of 1710 and 1520 cm−1 indicate the presence of C=O and C=C stretching, respectively, which implies the successful formation of cross-linkage via the Diels–Alder reaction followed by ring opening. These functionalities, on the other hand, cannot be detected in the furfuryl alcohol monomer [37].

Figure 1. FTIR analysis of the furfuryl alcohol monomer and cured polymerised coated NMC622.
Polycondensation reaction
(1)
Thermal Decomposition of the FA Polymer
The thermal decomposition of the cured polymer coating on top of NMC622 was investigated by thermogravimetric analysis/ differential thermal analysis (TGA/DTA) and mass spectrometry. NMC coated with cured FA-polymer was loaded in a corundum crucible and subjected to thermal analysis. The sample was heated from room temperature up to 500 °C with a heating rate of 5 °C/min. Weight loss and differential temperature was recorded, and the evolved gases were analysed. A weight loss of ~3% between room temperature and 410 °C can be divided into four regions (30–100 °C, 100–310 °C, 310–410 °C, 410–480 °C) as shown in Figure 2a. In region 1a, weight loss of ∼0.42 wt.% in the temperature range of 30–100 °C is observed and can be attributed to the desorption of residual water stemming from the polycondensation reaction and humidity. Such low quantities are below the detection limit of the mass spectrometer and are therefore not visible. In region 2 and 3, the weight loss of ~2.6 wt.% between ~100 and 410 °C can mainly be assigned to the decomposition of the polymer coating and formation of a carbon species as the function of the temperature; above 410 °C, weight loss becomes insignificant. Therefore, 400 °C was chosen as the optimum temperature with the objective to obtain a thin-layer carbon coating on top of NMC622 particles. The DTA curve shows two exothermic peaks during the heating process; to understand the mechanism behind the decomposition, TGA/DTA coupled mass spectrometry was carried out with the mass to charge ratios m/z of 18 and 44 datapoints corresponding to H2O and CO2, respectively (Figure 2). Between 30 and 100 °C, region 1 shows an endothermic peak which is characteristic for the evaporation of water. In contrast to region 1, region 2 (100–310 °C) is characterised by an exothermic peak together with the evolution of water and CO2. In the literature it is well described that the rupture of furan rings leads to the formation of amorphous carbon species and subsequent evolution of CO2 [38], which indicates the decomposition of the organic polymer structure. The appearance of H2O at an onset temperature of 250 °C can be explained as the remaining monomer undergoing a polycondensation reaction. In region 3, a second exothermic process starts at 330 °C which finds its maximum at 390 °C. The appearance of only CO2 correlates to further decomposition of the carbon-based structure.

Figure 2. (a) TGA/DTA of the polymer coated NMC622 carried out in synthetic air atmosphere at 5 °C/min and 50 mL/min flow. (b) Mass spectroscopy of water (m/z 18) and carbon dioxide (m/z 44) of the respective TGA/DTA.
Structural Stability of Coated NMC622
It is well known that carbon is a reducing agent and thus can reduce the transitional metal in the NMC structure, leading to oxygen release in the structure and the formation of CO/CO2 gases [8,33]. Hence, layered NMC has the tendency to transform to spinels and rock-salt structures upon heating in the presence of carbon [33]. Therefore, considerable efforts have been devoted during the calcination process to obtain carbon from polymeric organic materials in an air atmosphere while maintaining the layered NMC structure. In order to verify the structural stability of the NMC622 upon systematic heating, a study on the calcination of the poly-furfuryl coated particles was carried out at 235 °C, 300 °C, 350 °C, and 400 °C as shown in Figure 3. To investigate changes in the polymer structure where initiation of decomposition was expected, 235 °C was chosen as the lowest temperature and the upper limit was set at 400 °C since the mass loss at higher temperatures appeared insignificant. Powder X-ray diffraction at elevated temperatures revealed that all materials remained single phase NMC622 in the R-3m space group [1]. Clear peak splitting at ~38° and ~65° 2θ corresponds to (006)/(102) and (108)/(110) hkl planes and proves the high crystallinity of the materials after coating and heating. Lattice parameters obtained from Rietveld refinement are given in Table 1. It has been reported that the intensity ratio of (003)/(104) indicates cation mixing in the lattice of NMC622 material, and that values of (003)/(104) > 1.2 indicate no obvious cation mixing in the structure [1,39,40], as was found for the coated materials described here (Table 1). Also, the c/a ratio of >4.91 strongly indicates hexagonal ordering of the coated materials and the exclusion of cation-mixing [39]; this further proves the thermal stability and remaining crystal integrity of NMC622 throughout the polymerisation process and subsequent heat treatments.

Figure 3. XRD patterns of (a) uncoated pristine NMC622 and coated calcined NMC622 at (b) 235 °C, (c) 300 °C, (d) 350 °C, and (e) 400 °C for 120 min duration.
Table 1. The lattice parameters of the coated/calcined and uncoated NMC622 samples.

Structure of the Polymer Coating
FTIR-ATR analysis of the uncoated pristine NMC showed weak bands between 400 and 520 cm−1 corresponding to the O–M–O asymmetric bending modes, and above 520 cm−1 asymmetric stretching modes of the MO6 (where, M=Ni, Co, Mn) octahedra (Figure 1) [41,42]. The main characteristic bands for the cured polymer coated on NMC622 were seen at 3110 cm−1 (–CH in aromatic rings), 2910 cm−1 (aliphatic –CH stretch), 1710 cm−1 (C=O stretch), 1650 cm−1 (C=C stretch), 1510 cm−1 (ring vibrations), 1420 cm−1 (asymmetric –CH2 bending), 1355 cm−1 (–CH ring stretch), 1210 cm−1, 1150 cm−1 (C–C furan stretch), 1012 cm−1 (=C–O–C= furan ring stretch), 880 cm−1 (=C–H= furan ring stretch), 785 cm−1 (twisting of –CH ring structure), and 732 cm−1 (–CH ring out of plane stretch) [43]. However, all vibrations in the range of 1675–1015 cm−1 disappear after the calcination process and the band corresponding to the carbonyl species at 1715 cm−1 decreases in intensity. At the same time, two main broader bands increase at ~1600 and ~1300 cm−1 (Figure 4), which are described in the literature as the formation of amorphous carbon and carbon nanotubes [44,45]. Only weak intensity bands can be observed in Figure 4, which were caused by the low quantity of the amorphous carbon due to the thin nature of the coating remaining on the samples after the heat treatment. These absorption bands show proof of the conversion from the poly-furfuryl alcohol polymer into an amorphous carbon-like structure with an aromatic character [46]. Based on these findings, the successful transformation of the poly-furfuryl into the carbon structure can be confirmed.
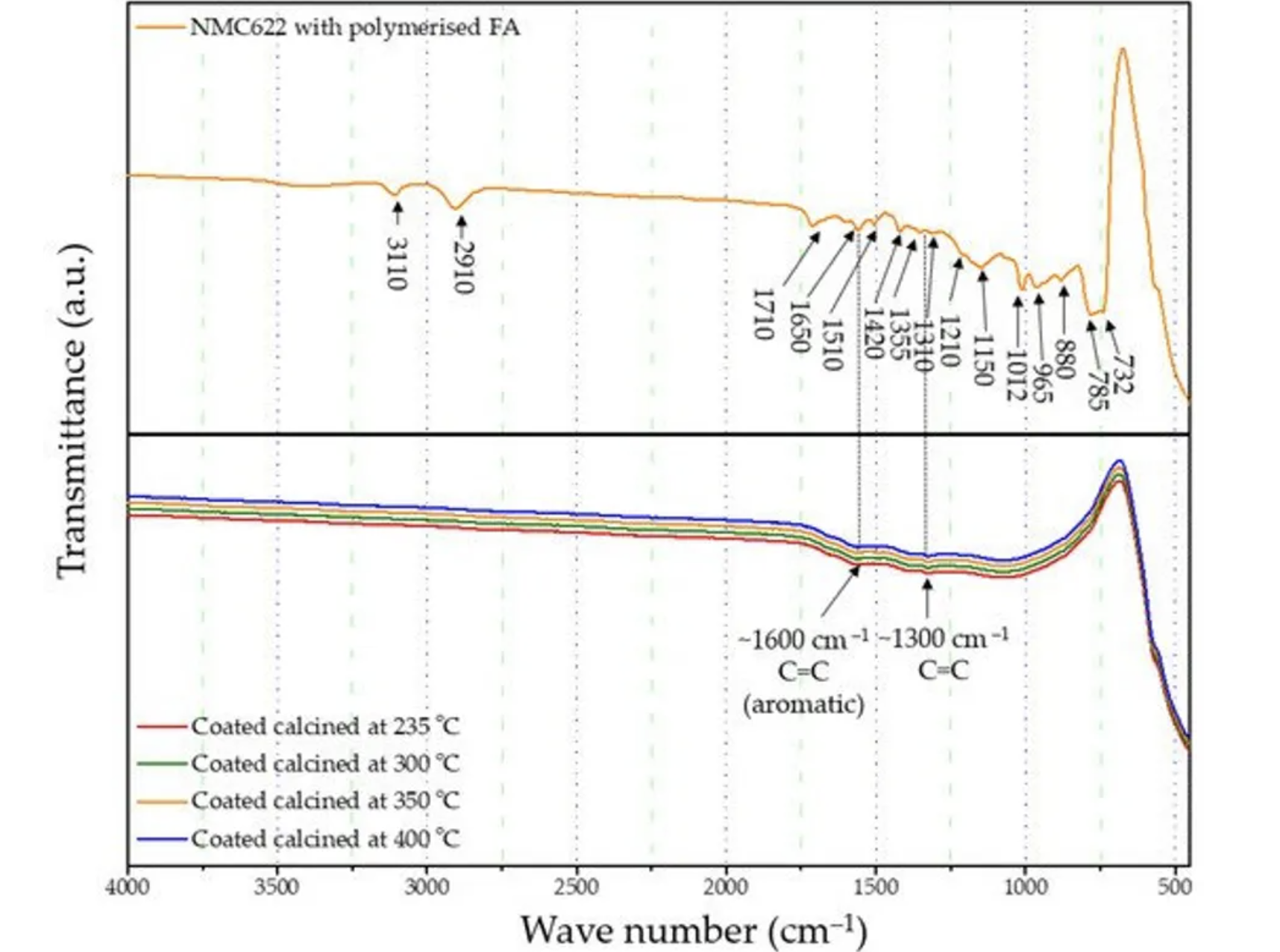
Figure 4. FTIR spectrum of uncalcined polymer coated NMC622 and all calcined coated NMC622 samples.
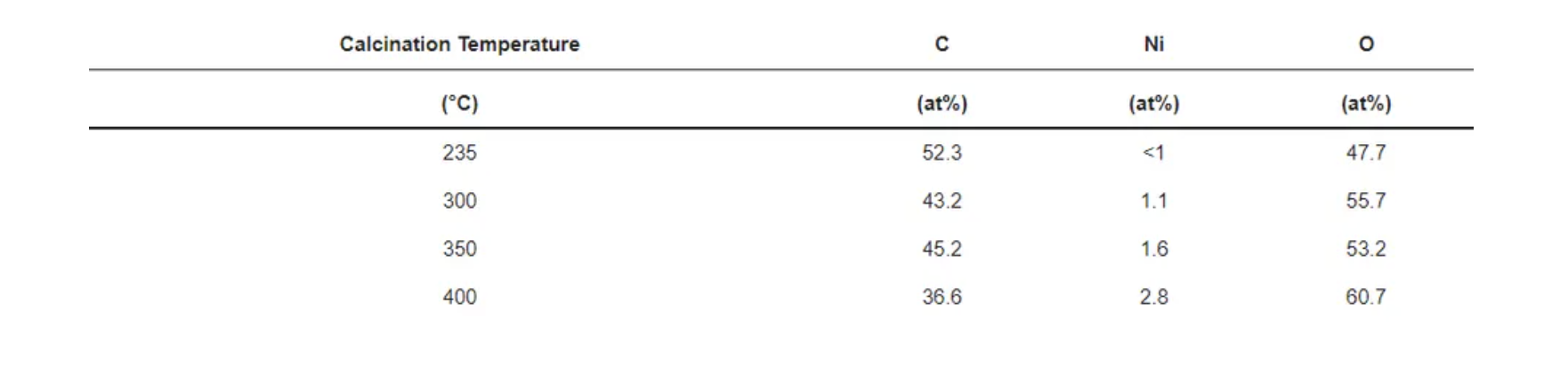
X-ray photoelectron spectroscopy (XPS) analysis was performed on all calcined samples to confirm the presence of carbon species and to determine the variation in elemental composition of the surface layer throughout the calcination process. Figure 5 shows the full XPS survey spectra of all the coated and calcined powder samples, which contain the expected elements C and O on all samples, as well as Ni. However, the sample heated to 235 °C does not show a significant peak for nickel (see also Figure S2b), which can be explained by changes in coating thickness with increasing calcination temperature together with the limited depth sensitivity of the instrument of about 7–10 nm. When increasing the calcination temperature, the carbon content decreases, while O and Ni increase as shown in Figure S2b and Table 2, which points towards the removal of the carbon layer. An anomaly is observed at 350 °C due to the partial surface charging during the measurements, even though it was minimised, but not fully suppressed by using a low energy electron flood gun for charge compensation. The C1s spectrum shown in Figure S2a consists of two peaks. The high intensity peak at 285.0 eV is attributed to the amorphous carbon [36] present in the sample, whereas a low intensity peak at 289.2 eV originates from carboxylic groups [47]. The resulting amorphous carbon derived from poly-furfuryl alcohol is known for its excellent combination of mechanical and optical properties, i.e., extreme hardness and inertness against acid environment (HF included) [36,48]. Results from FTIR analysis and XPS measurement confirms a thin layer of carbon and the amorphous nature of the structure obtained from the calcination process of poly-furfuryl.
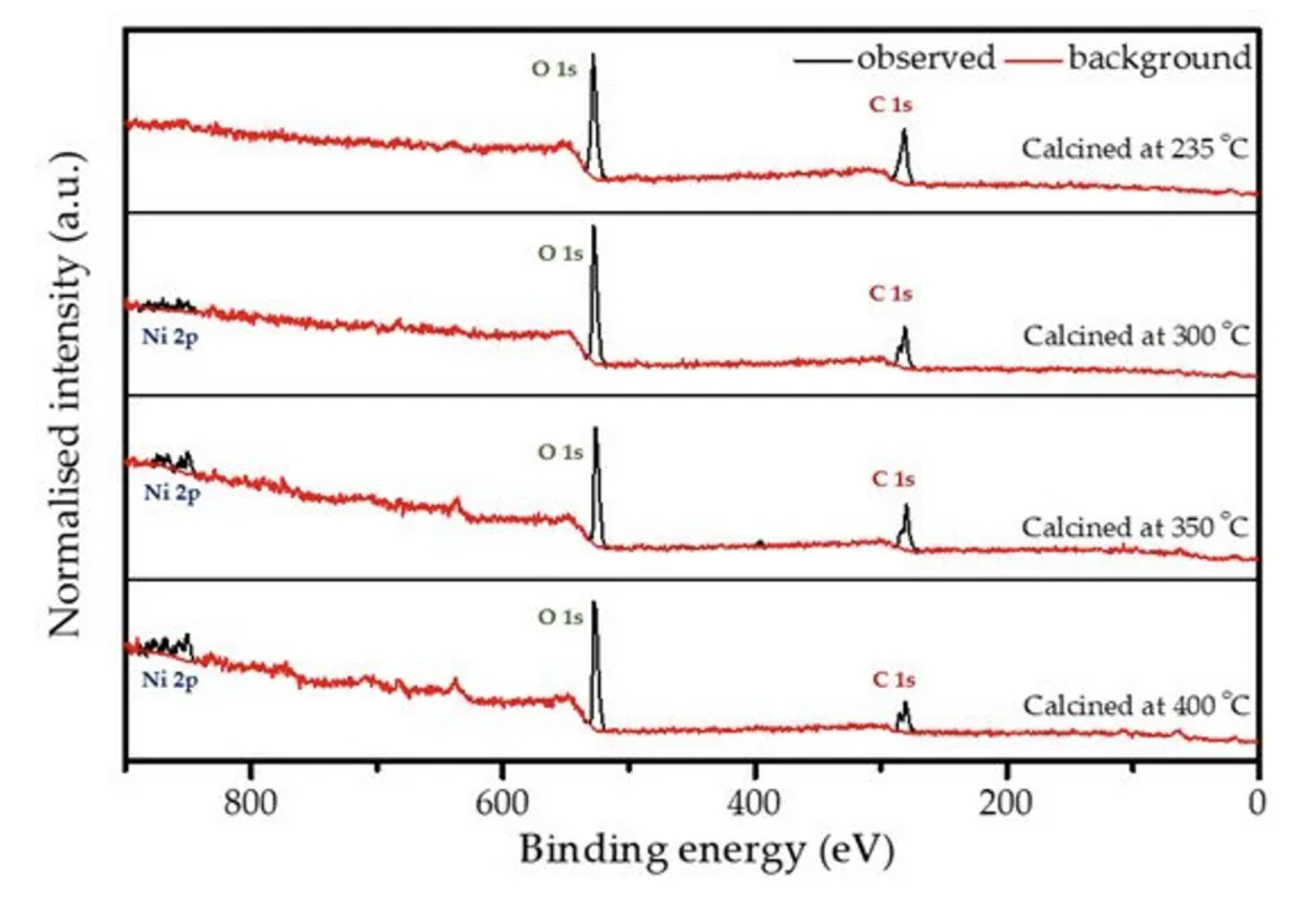
Figure 5. XPS survey spectra for the coated powder samples that are calcined at different temperatures.
Table 2. Elemental quantification from XPS (estimated error =10% for values >10 at% and 15–20% for <10 at%).
Morphology of the Polymer Coating
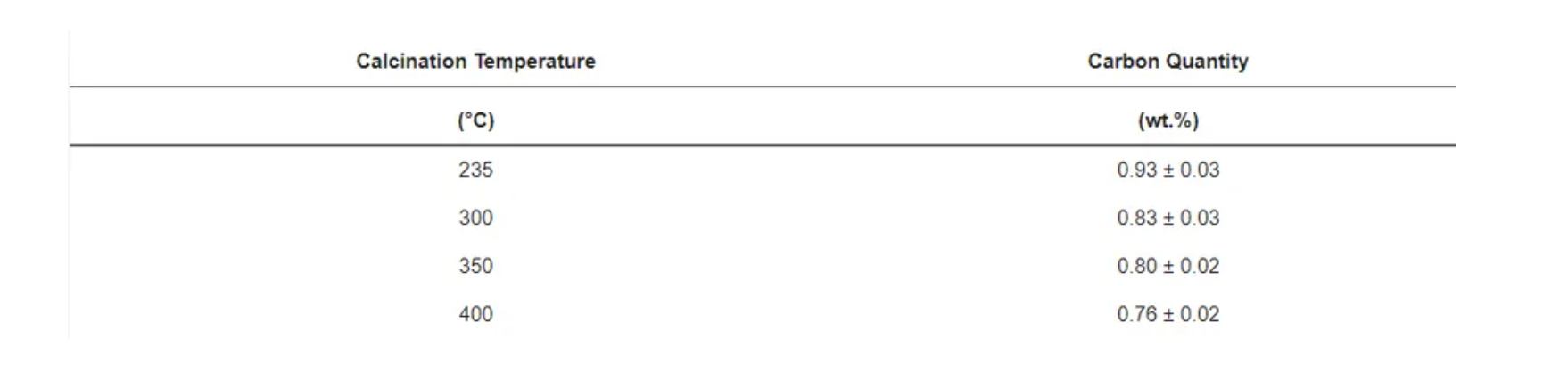
The morphology and microstructure of uncoated pristine, coated, and calcined powders were investigated by scanning electron microscopy (SEM) and transmission electron microscopy (TEM) analysis. SEM of the uncoated pristine sample (Figure 6a) shows 200–500 nm primary NMC622 particles with rough surfaces, and secondary spherical particles of 5–15 µm size. Figure 6b shows a complete coverage of the NMC particles with the polymer. Furthermore, calcination of the polymer structure (Figure 6c–f) led to a homogeneous carbon coated NMC622 material, as can also be observed via elemental mapping with energy dispersive X-ray spectroscopy (EDX). The results of the detailed EDX analysis (see Figure S3) show the loss of carbon for the coated sample as the calcination temperature increases. CHN analysis was carried out to determine the amount of carbon derived from poly-furfuryl calcination (Table 3); it shows that an increase in temperature results in the decrease of carbon content. The findings are in line with TGA data, which show a mass loss with increasing temperature.

Figure 6. SEM images of (a) Uncoated NMC622 (b) NMC622 after 120 °C curing, (c) At 235 °C calcinated sample, (d) At 300 °C calcinated sample, (e) At 350 °C calcinated sample, (f) At 400 °C calcinated sample for 120 min. duration.
Table 3. Carbon quantification after calcination derived from CHN.
TEM was carried out to examine the thickness of the coating after each temperature calcination and confirms a uniform layer of carbon around the surface of the NMC secondary particles (Figure 7). It clearly shows the effect of temperature on the polymer layer thickness. We observed a~100 nm thickness for samples calcined at 235 °C, ~50 nm at 300 °C, ~30 nm at 350 °C, and ~15–20 nm at 400 °C. Furthermore, a uniform carbon layer was observed by surface mapping; the results are presented in Figure 7f–h. The images provide a clear picture of a homogeneous carbon coating on top of the NMC particles. However, the diffused ring in the coated area indicates the amorphous nature of the carbon (Figure 7e) [49]. These findings are in line with the XPS, EDX, and CHN analyses, which depict a strong dependency of coating thickness to the calcination temperature resulting in uniform carbon layers.

Figure 7. TEM images of polymer coated samples calcined at (a) 235 °C, (b) 300 °C, (c) 350 °C, and (d) 400 °C. (e) SAED pattern of the carbon derived from 235 °C calcination from the area highlighted in (f). (f) Mapped image of 400 °C, (g) mapping of all elements (Ni, Mn, Co, C), and (h) elemental mapping of carbon only.
Electrochemical Performance
Cyclic Voltammetry
To investigate the influence of the coating on electrochemical performance, cyclic voltammetry (CV), charge–discharge, rate-capability tests, and impedance studies were carried out. Figure 8a shows the first cycle of CV comparing uncoated pristine and coated/calcined samples. For the uncoated pristine material, an oxidation peak at ~3.85 V vs. Li/Li+ and a reduction peak at ~3.70 V vs. Li/Li+ during the first cycle can be observed, corresponding to oxidation and reduction of the Ni2+/4+ redox couple [1]. Cyclic voltammetry revealed that coating thickness and temperature had no impact on either the uncoated or the coated materials upon cathodic scan, showing a stable reduction peak (Figure 8a). However, in the first cycle the voltage difference between the anodic and cathodic peaks was higher for the coated samples compared to the uncoated ones (~0.126 V), and as the temperature of calcination increased to 235 °C, 300 °C, 350 °C, and 400 °C, the voltage difference decreased to 0.273 V, 0.235 V, 0.194 V, and 0.156 V, respectively. The increase in the voltage difference can be mainly attributed to a shift to higher potential for the first anodic peak. This can be explained by a hindered Li+ diffusion in the first anodic scan, which was exacerbated with the increase in thickness of the coated layer on top of the particles. However, from the second scan onwards the offset of the anodic peak shifted to lower potentials, since all the coated calcined samples were forming stable cathode electrolyte interfaces (CEIs) [2]. During subsequent cycles, Ni2+/4+ redox couples remained unchanged for the carbon coated samples.
CCCV Charge and CC Discharge
In CCCV experiments, typical charge–discharge profiles for NMC type materials were observed for pristine and calcined NMC622 cathode materials in the 1st, 200th, and 400th cycle, which are shown in Figure 8b, Figure 8c, and Figure 8d, respectively; testing was conducted at 2 C (where 1 C = 160 mAh g−1) in the potential window of 3.0–4.3 V vs. Li/Li+. All cells were subjected to formation cycles at 0.1 C for the first five cycles, to form a stable CEI layer at the interface to adjust for high discharge loads in the successive cycles. All tests for NMC show typical progressive and retrogressive charge–discharge curves (Figure 8b). When comparing the formation cycles of freshly prepared cells, a similar behaviour in relation to CV measurements can be observed. The overpotential increased (higher charge plateaus) during charging for calcined in comparison to uncoated materials and most likely can be related to a reduced Li+ ion diffusion. This phenomenon can be clearly related to the thickness of the coating (see Figure S4). Also, CCCV experiments gave similar discharge curves compared to CV for all samples. During the first cycle, the charge plateau for uncoated samples started at ~3.70 V, at ~3.74 V for the coated ones, and it continued to increase to ~3.77 V as the thickness of the coating increased. A potential increase at the very beginning of the charge curve can be observed, which is attributed to the change of the current rate (0.1 C to 0.5 C) after formation, the thickness of the coating layer, and surface impurities [8]. However, the discharging profiles of pristine and calcined materials are similar without noticeable difference in the ohmic drop (IR drop). After 200 cycles, an increase in the IR drop can be seen with a similar charge–discharge behaviour, which is mainly due to the rise of internal resistance, as shown in Figure 8c. This was caused by the accumulated products from side reactions over 200 cycles and resulted in the drop of potential at the beginning of discharge. However, the IR drop or ohmic polarisation was less in the case of calcined compared to uncoated materials and showed its lowest values for the thinnest coatings. Similarly, the concentration polarisation was lower for calcined compared to the uncoated samples, which is attributed to the mass transfer within the cell during charge–discharge. This further confirms an improved charge–discharge performance for carbon coated samples. It can also be assigned to the better percolation network, which improves the electronic conductivity of the particle and leads to fewer side reactions stemming from the metal-oxide surface. Likewise, after the 400th cycle, much higher polarisation losses can be observed in the uncoated sample compared to the calcined material (seen in Figure 8d). The increase in polarisation was mainly caused by the increase in internal resistance, which may have originated from surface side reactions. Figure 8e shows the cycling performance of the uncoated and cells with calcined NMC materials over 400 cycles, performed at a 2 C discharge rate. The discharge capacity at the first cycle after formation for NMC powders calcined at 235 °C, 300 °C, 350 °C, and 400 °C delivered values ranging from 153.59 mAh g−1 to 156.98 mAh g−1. The same order of capacity decrease can be observed after completing 400 cycles with discharge capacities ranging from 125.80 mAh g−1 to 140.36 mAh g−1 as shown in Table 4. As a result, higher capacity retention can be observed in the coated materials, which increased with thinner coatings (85.29%, 85.56%, 86.93%, and 89.42%). In contrast, the uncoated NMC622 shows only 81.38% from the first cycle as shown in Figure 8f. Hence, coated calcined samples give better performance and higher capacity retention upon long-term cycling and it is believed this performance improvement is directly related to the amorphous carbon surface coating. A comparison of previously reported studies related to the long-term cycling stability of coated materials can be found in Table S2, highlighting the improved capacity retention that can be achieved with the materials reported in this work.
Table 4. Specific discharge capacities (in mAh g−1) at 2 C of uncoated pristine compared to calcined samples after the 1st and 400th discharge cycle (standard deviation = ±2 mAh g−1).

Cycling Experiments of Heat Treated Uncoated Pristine NMC622
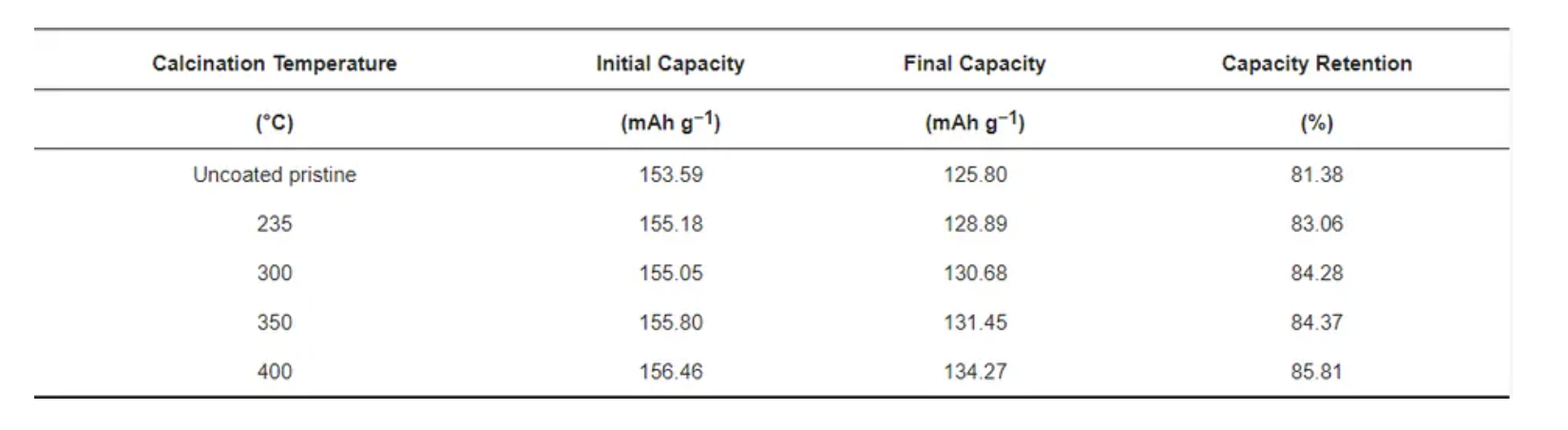
To confirm the effect of the calcination on the performance improvement of the NMC material, samples treated at elevated temperatures, but without carbon coating, were tested under the same conditions and compared with the coated samples. Rietveld refinement analysis was carried out and is presented in Figure S5 and Table S1. The clear peak splitting at ~38° and ~65° 2θ corresponds to (006)/(102) and (108)/(110) hkl planes, which indicates the high crystallinity of the materials after heating. Lattice parameter values of (003)/(104) >1.2 indicate no obvious cation mixing in the structure [1,39,40]. Their cycling performance was tested under the same conditions as the coated samples, depicted in Figure S6. Specimens calcined at different temperatures, namely, 235 °C, 300 °C, 350 °C, and 400 °C, delivered discharge capacities after the first cycle ranging from 155.18 mAh g−1 to 156.46 mAh g−1. For cells cycled 400 times, discharge capacities in the range of 128.89 mAh g−1 to 134.27 mAh g−1 were observed, which gives capacity retentions of 83.06%, 84.28%, 84.37%, and 85.81%, respectively as shown in Table 5. These findings are in agreement with published data where the improvement in capacity retention originates from the removal of the surface impurities (LiOH, Li2CO3) during the heat treatment, and from the enhancement of crystallinity due to the heating step [3,7,8]. Hence, the heat treatment of NMC particles results in improved performance. However, the amorphous carbon coating presented in this paper further improves performance during the long-term cycling and has a high C-rate testing.
Table 5. Specific discharge capacities (in mAh g−1) at 2 C of uncoated pristine samples after the 1st and the 400th discharge cycle (standard deviation = ± 2 mAh g−1).
Rate Capacity and Electrochemical Impedance Spectroscopy Test
To evaluate the robustness of the carbon coatings at different loads of current, rate capability testing was carried out as shown in Figure 9a. At lower current rates such as 0.1 C, 0.2 C, 0.5 C, 1 C, and 2 C, both the uncoated and coated materials delivered similar discharge capacities, without significant differences in discharge performance. However, when higher loads of current such as 5 C and 10 C were applied, all the coated calcined samples delivered significantly increased discharge capacities compared to the uncoated pristine material; see Table 6. The improvement in the performance of the coated calcined material is directly proportional to the thickness of the coating layer; e.g., by reducing the thickness of the coating from ~100 nm (coated calcined at 235 °C) to ~15 nm (coated calcined at 400 °C), the discharge capacity at 10 C increased from 87.23 mAh g−1 to 94.97 mAh g−1, which relates to a nearly 9% capacity improvement. Also, when compared with the uncoated sample, which delivered only 63.41 mAh g−1 at 10 C, the calcined material at 400 °C showed a nearly 50% improvement in the discharge capacity. Comparing high current tests of NMC622 coated with ~15 nm amorphous carbon from this work with state-of-the-art coated materials shows excellent performance for high currents of 10 C at discharge (see Table S3).
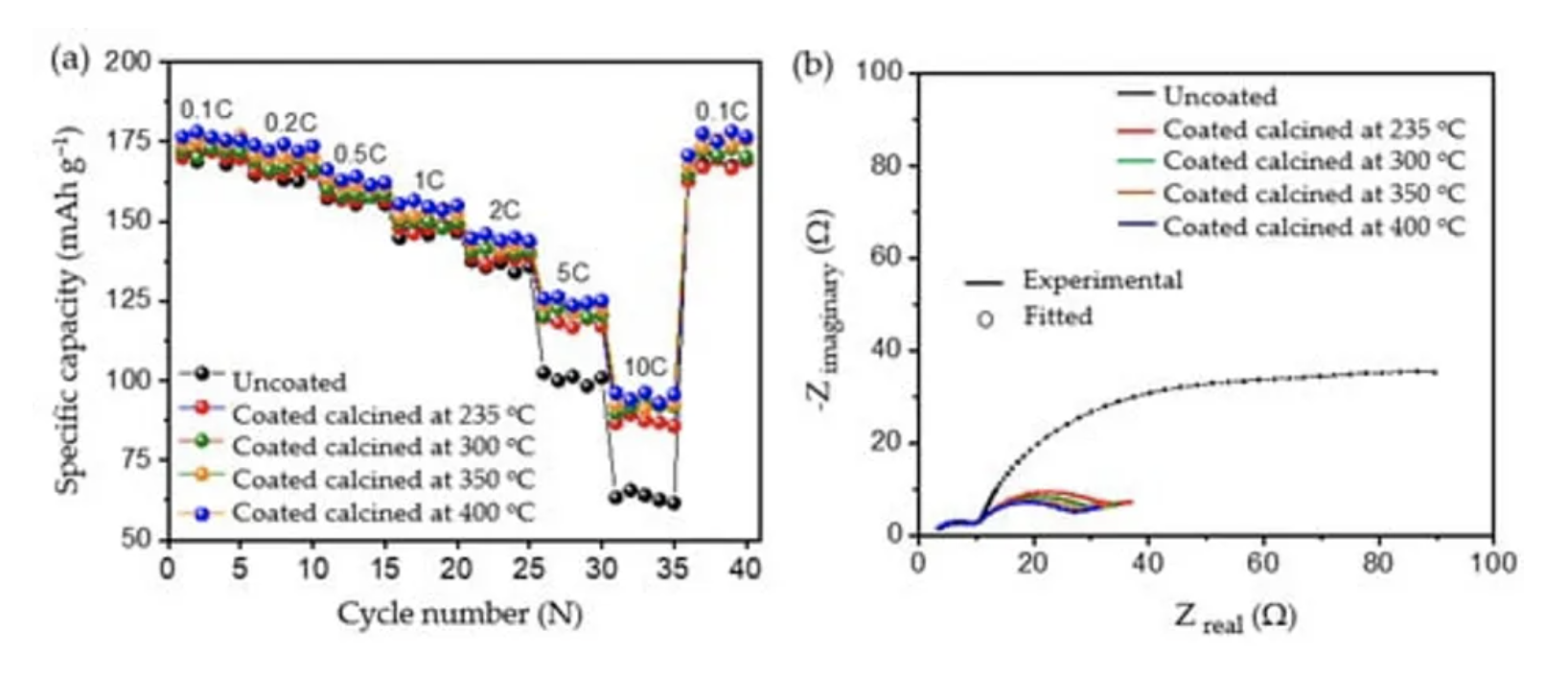
Figure 9. Rate capability tests for (a) uncoated and different coated materials and (b) electrochemical impedance spectroscopy for the uncoated and coated electrodes.
Table 6. Specific discharge capacities (in mAh g−1) of uncoated and calcined samples (standard deviation = ±2 mAh g−1).

To determine the reason for the presented performance enhancement, electrochemical impedance spectroscopy studies for uncoated and all calcined samples were performed after the formation cycle. Therefore, cells were charged to a nominal voltage (3.8 V) before acquiring impedance data. The results are shown in Figure 9b. From the perspective of the qualitative analysis, the coated calcined samples showed lower charge transfer resistance (Rct) compared to the uncoated samples. That is, the charge transfer resistance of the coated materials decreased with the thickness of the coating, indicating the formation of a thinner and more stable CEI layer on top of the material. Furthermore, the charge transfer resistance for Li+ was reduced by providing optimum encapsulation with amorphous carbon as a layer on top of the particles and as a result improved ionic conductivity. The lower charge transfer resistance of samples calcined at 400 °C may be one of the reasons for the higher rate performance at 10C due to the improved percolation pathways for Li+ movement and enhanced electric conductivity. However, to quantify the improvement, the detailed analysis of the obtained spectra was carried out using the electrical equivalent circuit shown in Figure S7, where Rsol represents the electrolyte and cell resistance The parallel CPEsei and Rsei represent the capacitive nature and resistance of the passivation layer on the electrode–electrolyte interface, respectively (i.e., the small arc at high frequencies region). The next parallel constant phase element (CPEdl) and Rct represent the charge-transfer process (i.e., the dominating arc in the Nyquist plots). The generalised finite space Warburg (GFW) is used to fit the diffusion component of the plot [50]. Since the lithium ion intercalates into the cathode during the discharge process through the SEI layer followed by diffusion in the bulk, the GFW element is added in parallel CPEdl and series to Rct [51]. The constant phase element (CPE) is used instead of the capacitor, due to its non-ideal capacitor nature attributed to the electrode surface inhomogeneity or dispersed charge-transfer reactions [51]. The exponential parameter “P” is used to describe its deviation from the ideal capacitor.
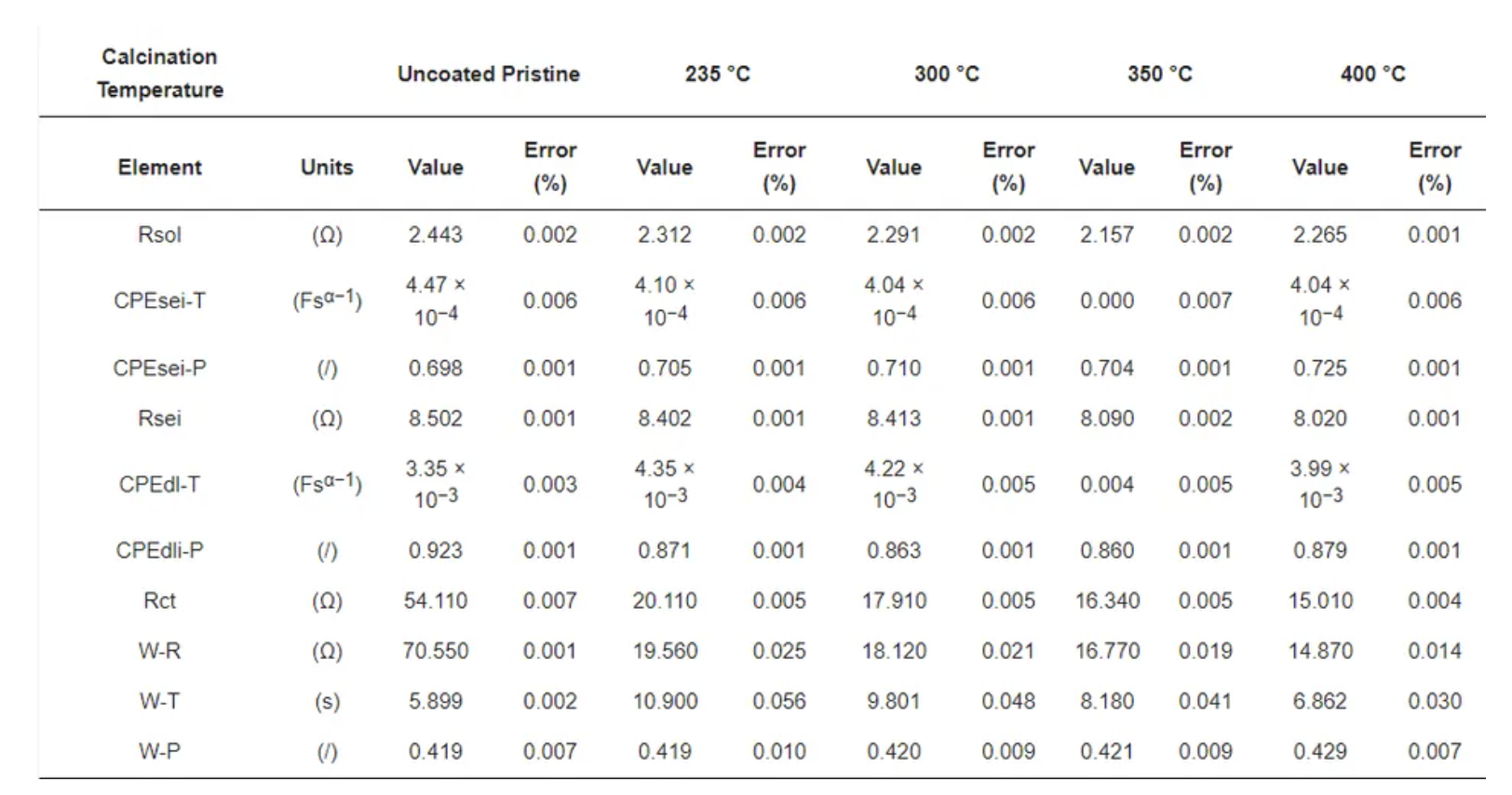
Table 7 shows the obtained best fit values of the uncoated and coated samples, where the low error in the determination of each component shows a good quality of fit and high reliability of the performed fit. The Rsol values do not deviate much during each measurement, indicating high reproducibility in cell assembly and measurements. The lower value of Rsei was found in different samples due to the thin electrodes (low active material loading per area). The variation of Rct in different coating thicknesses was found to be more dominating. The deviation of Rct was found to be from 20.11 Ω to 15.01 Ω with the thickness of the carbon coating ranging from ~100 nm to ~15 nm, respectively. However, the value in the uncoated sample, found to be 54.11 Ω, is much higher, which underlines the positive impact of the amorphous carbon coating on cell performance. The smaller Rct values for the coated samples compared to the uncoated materials relates to the surface deintercalation–intercalation of lithium ions in the cathode during the charge–discharge process. Accordingly, upon comparing the coated and uncoated electrodes, owing to the lower value of charge-transfer resistance in the amorphous carbon coated samples, a better Li+ intercalation–deintercalation was observed. Further, a strong dependency on the thickness of the coating layer to charge-transfer resistance can be seen, where Rct values decrease as the thickness of the coating reduces.
Table 7. Best fit values of uncoated and calcined samples.
Post-Mortem Analysis
Post-mortem analysis was conducted after 400 charge–discharge cycles to reveal the underlying processes that cause improved performance for coated materials compared to untreated NMC. Figure 10 shows the XRD and SEM analyses carried out on the uncoated and NMC calcined at 400 °C. The cells were disassembled inside a glove box and washed gently with dimethyl carbonate (DMC) to remove any residual LiPF6 salt. The XRD of the cycled electrodes shows clear peak splitting of (006)/(102) and (108)/(110) hkl planes for the coated materials, while uncoated pristine NMC622 shows low intense peaks as highlighted in Figure 10; the arrival of new shoulder peaks and the broadening of the (110) peak indicate the partial loss of hexagonal order in the crystal lattice. When comparing electrodes after 400 cycles, specimens calcined at 400 °C show higher crystallinity in comparison with untreated pristine NMC622 (Figure 10a). SEM analysis reveals that heat treatment and galvanostatic cycling has no impact on primary and secondary particle morphology (Figure 10b,c).

Figure 10. (a) XRD of electrodes of uncoated pristine (top) and calcined samples, heat treated at 400 °C. (b) SEM of uncoated samples and (c) SEM of the calcined samples. Electrodes were collected after the completion of 400 cycles.
Materials and Methods
Material Preparation
Commercially available NMC622 (BASF, HED™) with ~10 µm size, was used as the parent material. The carbon coating on NMC622 was achieved via polymerisation of furfuryl alcohol (FA) (≥98% (a/a), Merck KGaA, Gernsheim, Germany). Oxalic acid dihydrate (Merck KGaA, Germany) was used as the catalyst for the polycondensation reaction of furfuryl alcohol. The weight ratio of NMC622 to FA was adjusted to 6:1. The FA to oxalic acid ratio was maintained at 1 wt.% of FA, and then the NMC622 powders were dispersed in the solution of FA, followed by heating to 80 °C. Once the reactants became a gel, it was cured at 120 °C for 1 h. To obtain the carbon coating on NMC622, the cured powders were calcined at 235 °C, 300 °C, 350 °C, and 400 °C, respectively, for 2 h in air as shown in Figure S1.
Physico-Chemical Characterisation
The phase identification was carried out by powder X-ray diffraction (PXRD) using an X’Pert Pro diffractometer (Malvern/Panalytical) equipped with Cu Kα radiation (λ = 1.54060 Å). The PXRD patterns were collected between 10 and 120° (2θ) and a scan speed of 0.01061°/s. The specimen displacement, peak deconvolution, and unit cell parameters were refined by Rietveld analysis within the Highscore Plus software package. For the standard reference pattern LiNi0.65Mn0.1Co0.25O2 (98-015-9318), the correct atomic occupancy for NMC622 (Li1Ni0.60Mn0.2Co0.2O2) was considered. A scanning electron microscope SEM (Supra 40, Carl Zeiss AG, Oberkochen, Germany) was used to investigate the morphology of carbon coated and uncoated NMC622 powders. A detailed examination of the thickness and homogeneity of the coating was investigated by transmission electron microscopy TEM (TECNAI F20, FEI Company, Hillsboro, OR, USA). The elemental distribution was analysed by energy dispersive X-ray spectroscopy (EDX, EDAX Inc., Mahwah, NJ, USA). Attenuated total reflectance-Fourier-transform infrared spectroscopy (ATR-FTIR, PerkinElmer, Inc., Waltham, MA, United States) was used to determine organic functional groups. The thermal decomposition of the polymer coated NMC622 was observed using a NETZSCH STA 449 F1 thermobalance, and thermogravimetric analysis (TGA) with a differential thermal analysis sensor (DTA) coupled with a 403 Aëolos Quadro quadrupole mass spectrometer (Erich NETZSCH GmbH & Co. Holding KG, Selb, Germany) was used to determine the gas evolved during the decomposition reaction. The XPS-spectrometer (SPECS, Berlin, Germany) consists of a monochromatic (Al-Kα = 1486.6 eV) radiation source (µFocus 350) and a hemispherical energy analyzer with a wide-angle lens (PHOIBOS-150, acceptance angle: 60°, mean angle: 51° to sample surface normal). Pass energies of 100 eV and 30 eV and step widths of 0.5 eV and 50 meV were used to obtain the survey and high-resolution spectra, respectively. Measurements were conducted at 3 × 10−9 mbar, where the base pressure of the system was 1 × 10−9 mbar. To confirm the linearity of the binding energy (BE), scale methods described in ISO15472 were used. The instrument resolution was determined by measuring the Ag 3d5/2 signal of sputter cleaned silver. The data analysis was carried out by using CASA XPS software (Casa Software Ltd, UK), applying Scofield sensitivity factors [52] and transmission correction Shirley/Tougaard backgrounds [53,54]. Charge correction was carried out by shifting the adventitious carbon peak (C–C peak) to 285.0 eV binding energy. Elemental analysis (CHN) was carried out with a Perkin Elmer 2400CHN elemental analyser (PerkinElmer, Inc., Waltham, MA, USA).
Cell Preparation and Electrochemical Measurement
Pristine NMC622, carbon coated NMC622 powders as active material, in this publication called AM, and carbon black (CB) from Imerys S.A. (super-C65) were dried at 100 °C for 2 h. Manual mixing was carried out in an agate mortar. Small portions of 7 wt.% polyvinylidene fluoride (PVDF, SOLEF 5130) in N-methyl pyrrolidone (NMP) solution were added dropwise and mixed thoroughly until it formed a homogenous mixture. The dough-like mixture was transferred to a glass beaker, where the rest of the PVDF–NMP solution was added. The weight ratio of AM, CB, and PVDF was adjusted to 90:5:5 with a solid content of the slurry of 40 wt.% and stirred for 12 h. A 120 µm thick film was coated on a 16 µm aluminium foil using a doctor blade. The coating was dried at 60 °C in air for 30 min followed by 120 °C for 2 h in a vacuum oven. After this procedure, the electrode was calendared at 120 °C, where 35–40% of the porosity was retained. Electrodes were punched as 15 mm discs and subjected to another heating step at 120 °C under high vacuum for 12 h before being transferred into a glove box.
Considering a specific AM capacity of 160 mAh g−1, the average areal loading (8.5 ± 0.5 mg cm−2) of AM gave an average areal capacity of 1.4 ± 0.1 mAh cm−2. The CR2016 coin type half-cells with the NMC622 electrode active material, Celgard separator, and Li foil were assembled in an argon-filled glove box (M. BRAUN INERTGAS-SYSTEME GMBH, Garching, Germany), where H2O and O2 contents were <0.1 ppm. A volume of 100 µL of a 1M LiPF6 in ethylene carbonate (EC)):ethyl methyl carbonate (EMC) = 3:7 (w/w), and 2 wt.% vinylene carbonate (VC) (SoulBrain) solution was used as an electrolyte and added to wet the micropores of the polypropylene membrane (Celgard 2500) separators. For charge–discharge and rate capability tests, constant current constant voltage (CCCV) measurements were conducted on a Maccor Series 4000 battery tester in the voltage range of 3.0–4.3 V at 0.1 C (where 1 C = 160 mAh g−1) for the first five cycles’ formation, followed by 0.5 C for CCCV charging (CV until the current reaches 0.05 C) and 2.0 C for CC-discharging. The cyclic voltammetry (CV) was performed with a scan rate of 50 µV s−1 in the potential range of 3–4.3 V vs. Li/Li+. Electrochemical impedance spectroscopy (EIS) was carried out with an amplitude voltage of 10 mV and a frequency range of 100 mHz to 3 KHz, using a BioLogic VSP electrochemical workstation. All the electrochemical measurements were then performed at a constant temperature of 25 °C.
Conclusions
An amorphous carbon coating was successfully applied onto NMC622 materials by acid catalyst polymerisation of furfuryl alcohol followed by a calcination step for the first time. The XRD analysis showed the phase stability of NMC622 at various temperatures, SEM images showed complete coverage of NMC samples with carbon, and TEM images further confirmed the carbon coating and showed variations in the thickness of the coating as a function of the calcination temperature as well as uniformity. Additionally, XPS analysis showed the temperature dependency of the carbon coating, which was confirmed by the TEM analysis of the coated NMC samples. Furthermore, a detailed electrochemical analysis was performed to investigate the effect of the surface coating on the performance of the NMC622, and the long-term cycling of the coated samples showed improved electrochemical performance; in particular, the 15–20 nm carbon coatings showed better capacity retention and an improvement of 8% after 400 cycles. The improvement in the long-term cycling performance of the coated calcined samples shows their low electrode–electrolyte side reactions over 400 cycles. Apart from long-term performance, the coated calcined sample showed nearly 50% capacity improvement compared with the uncoated one when cycled at 10 C provided by a better percolation network. The high-rate performance improvement was further analysed by electrochemical impedance analysis, where the coated calcined samples showed lower charge-transfer resistance than the uncoated samples, which creates optimum conditions for the Li+ ions to transfer from the bulk to the surface of the electrode. Additionally, for the role of heat treatment on the NMC particles, systematic heating on the uncoated particles was carried out, showing the remaining structural stability of the NMC622 and resulting in improved capacity after 400 cycles. PXRD in post-mortem analysis showed less crystallinity for the uncoated materials compared to 400 °C calcined NMC. However, the SEM analysis showed no major difference in particle size in both materials. Hence, the optimum carbon coating without inert atmosphere improved the long-term cycling as well as the high-rate performances. Furthermore, comparing the results with the state-of-the-art reported coating materials for nickel-rich cathodes, the present coating strategy to obtain a thin coating of ~15 nm at 400 °C showed excellent capacity retention after the run of 400 complete cycles at 2 C discharge rate and a good upgrade in the C-rate performances, especially at a 10 C discharge rate, where nearly 50% enhancement was observed. In future, the study at higher potentials, in combination with state-of-the-art anodes to fabricate full cells, will help to enable high-power applications.
Supplementary Materials
The following graphs and tables are available online at https://www.mdpi.com/article/10.3390/batteries7040069/s1, Figure S1: Schematic of synthesis process; Figure S2: XPS detail spectra for (a) C 1s and (b) Ni 2p regions; Figure S3: EDAX analysis of (a) uncoated pristine NMC622, (b) Coated calcined at 235 °C, (c) coated calcined at 300 °C, (d) coated calcined at 350 °C, and (e) coated calcined at 400 °C for 120 min duration; Figure S4: Formation cycle profile of uncoated and coated calcined NMC622 sample carried at 0.1C current rate; Figure S5: XRD patterns of (a) uncoated pristine NMC622, (b) uncoated calcined at 235 °C, (c) uncoated calcined at 300 °C, (d) uncoated calcined at 350 °C, and (e) uncoated calcined at 400 °C for 120 min duration; Figure S6: Cycling performance of the uncoated NMC622 and uncoated calcined at 235 °C, 300 °C, 350 °C, and 400 °C; Figure S7: Equivalent electrical circuit for the impedance analysis of the uncoated and coated samples; Table S1: The lattice parameters of the uncoated and the coated heated NMC622 samples; Table S2: Comparison of previously reported different surface coating materials to improve their long-term electrochemical cycling performance; Table S3: Comparison of previously reported different surface coating materials to improve their high current electrochemical performances.
Author Contributions
Conceptualization, A.R.K. and J.K.; methodology, A.R.K. and J.K.; validation, J.K. and A.R.; formal analysis, A.R.K. and J.K.; investigation, A.R.K. and J.K.; resources, M.J.; data curation, A.R.K., J.K., D.L., R.H., and Y.S.; writing—original draft preparation, A.R.K. and J.K.; writing—review and editing, J.K.; A.R., D.L., M.B., J.V.M., A.H., and M.J.; visualization, A.R.K.; supervision, J.K.; project administration, J.K.; funding acquisition, M.J. All authors have read and agreed to the published version of the manuscript.
Funding
The authors gratefully acknowledge the financial support of the Austrian Federal Ministry for Climate Action, Environment, Energy, Mobility, Innovation and Technology, without which this research would not have been possible.
Acknowledgments
We acknowledge the Analytical Instrumentation Center of the Technische Universität Wien for providing XPS analysis and Xiaoxue Lu, Xinhua Zhu, and Mohammad Furquan for the scientific discussion. Special thanks to Jacqueline Winter for the review and language editing of the manuscript.
References
Noh, H.-J.; Youn, S.; Yoon, C.S.; Sun, Y.K. Comparison of the structural and electrochemical properties of layered Li [NixCoyMnz] O2 (x = 1/3, 0.5, 0.6, 0.7, 0.8 and 0.85) cathode material for lithium-ion batteries. J. Power Sources 2013, 233, 121–130. [Google Scholar] [CrossRef]
Lin, F.; Markus, I.M.; Nordlund, D.; Weng, T.C.; Asta, M.D.; Xin, H.L.; Doeff, M.M. Surface reconstruction and chemical evolution of stoichiometric layered cathode materials for lithium-ion batteries. Nat. Commun. 2014, 5, 3529. [Google Scholar] [CrossRef] [PubMed]
Manthiram, A.; Song, B.; Li, W. A perspective on nickel-rich layered oxide cathodes for lithium-ion batteries. Energy Storage Mater. 2017, 6, 125–139. [Google Scholar] [CrossRef]
Myung, S.-T.; Maglia, F.; Park, K.-J.; Yoon, C.S.; Lamp, P.; Kim, S.-J.; Sun, Y.-K. Nickel-rich layered cathode materials for automotive lithium-ion batteries: Achievements and perspectives. ACS Energy Lett. 2017, 2, 196–223. [Google Scholar] [CrossRef]
Schipper, F.; Erickson, E.M.; Erk, C.; Shin, J.-Y.; Chesneau, F.F.; Aurbach, D. Review—Recent Advances and Remaining Challenges for Lithium Ion Battery Cathodes. J. Electrochem. Soc. 2016, 164, A6220–A6228. [Google Scholar] [CrossRef]
Kim, J.; Lee, H.; Cha, H.; Yoon, M.; Park, M.; Cho, J. Prospect and reality of Ni-rich cathode for commercialization. Adv. Energy Mater. 2018, 8, 1–25. [Google Scholar] [CrossRef]
Liu, W.; Oh, P.; Liu, X.; Lee, M.J.; Cho, W.; Chae, S.; Kim, Y.; Cho, J. Nickel-rich layered lithium transition-metal oxide for high-energy lithium-ion batteries. Angew. Chem. Int. Ed. 2015, 54, 4440–4457. [Google Scholar] [CrossRef] [PubMed]
Herzog, M.J.; Gauquelin, N.; Esken, D.; Verbeeck, J.; Janek, J. Increased Performance Improvement of Lithium-Ion Batteries by Dry Powder Coating of High-Nickel NMC with Nanostructured Fumed Ternary Lithium Metal Oxides. ACS Appl. Energy Mater. 2021, 4, 8832–8848. [Google Scholar] [CrossRef]
Li, T.; Yuan, X.-Z.; Zhang, L.; Song, D.; Shi, K.; Bock, C. Degradation mechanisms and mitigation strategies of nickel-rich NMC-based lithium-ion batteries. Electrochem. Energy Rev. 2019, 31, 43–80. [Google Scholar] [CrossRef]
Zhu, W.; Huang, X.; Liu, T.; Xie, Z.; Wang, Y.; Tian, K.; Bu, L.; Wang, H.; Gao, L.; Zhao, J. Ultrathin Al2O3 Coating on LiNi0.8Co0.1Mn0.1O2 cathode material for enhanced cycleability at extended voltage ranges. Coatings 2019, 9, 92. [Google Scholar] [CrossRef]
Wang, J.; Du, C.; Yan, C.; He, X.; Song, B.; Yin, G.; Zuo, P.; Cheng, X. Al2O3 coated concentration-gradient Li[Ni0.73Co0.12Mn0.15]O2 cathode material by freeze drying for long-life lithium ion batteries. Electrochim. Acta 2015, 174, 1185–1191. [Google Scholar] [CrossRef]
Jian, Z.; Wang, W.; Wang, M.; Wang, Y.; AuYeung, N.; Liu, M.; Feng, Z. Al2O3 coated LiCoO2 as cathode for high-capacity and long-cycling Li-ion batteries. Chin. Chem. Lett. 2018, 29, 1768–1772. [Google Scholar] [CrossRef]
Schipper, F.; Bouzaglo, H.; Dixit, M.; Erickson, E.M.; Weigel, T.; Talianker, M.; Grinblat, J.; Burstein, L.; Schmidt, M.; Lampert, J.; et al. From surface ZrO2 coating to bulk Zr doping by high temperature annealing of nickel-rich lithiated oxides and their enhanced electrochemical performance in lithium ion batteries. Adv. Energy Mater. 2018, 8, 1701682. [Google Scholar] [CrossRef]
Tao, T.; Chen, C.; Yao, Y.; Liang, B.; Lu, S.; Chen, Y. Enhanced electrochemical performance of ZrO2 modified LiNi0.6Co0.2Mn0.2O2 cathode material for lithium ion batteries. Ceram. Int. 2017, 43, 15173–15178. [Google Scholar] [CrossRef]
Laskar, M.R.; Jackson, D.H.K.; Xu, S.; Hamers, R.J.; Morgan, D.; Kuech, T.F. Atomic layer deposited MgO: A lower overpotential coating for Li[Ni0.5Mn0.3Co0.2]O2 cathode. ACS Appl. Mater. Interfaces 2017, 9, 11231–11239. [Google Scholar] [CrossRef]
Zhang, H.; Xu, J.; Zhang, J. Surface-coated LiNi0.8Co0.1Mn0.1O2 (NCM811) cathode materials by Al2O3, ZrO2, and Li2O-2B2O3 thin-layers for improving the performance of lithium ion batteries. Front. Mater. 2019, 6, 309. [Google Scholar] [CrossRef]
Hildebrand, S.; Vollmer, C.; Winter, M.; Schappacher, F.M. Al2O3, SiO2 and TiO2 as coatings for safer LiNi0.8Co0.15Al0.05O2 cathodes: Electrochemical performance and thermal analysis by accelerating rate calorimetry. J. Electrochem. Soc. 2017, 164, A2190–A2198. [Google Scholar] [CrossRef]
Lu, X.; Zhang, N.; Jahn, M.; Pfleging, W.; Seifert, H.J. Improved capacity retention of SiO2 -coated lithium-ion batteries. Appl. Sci. 2019, 9, 3671. [Google Scholar] [CrossRef]
Kong, J.-Z.; Ren, C.; Tai, G.-A.; Zhang, X.; Li, A.-D.; Wu, D.; Li, H.; Zhou, F. Ultrathin ZnO coating for improved electrochemical performance of LiNi0.5Co0.2Mn0.3O2 cathode material. J. Power Sources 2014, 266, 433–439. [Google Scholar] [CrossRef]
Xie, Z.; Zhang, Y.; Yuan, A.; Xu, J. Effects of lithium excess and SnO2 surface coating on the electrochemical performance of LiNi0.8Co0.15Al0.05O2 cathode material for Li-ion batteries. J. Alloys Compd. 2019, 787, 429–439. [Google Scholar] [CrossRef]
Loghavi, M.M.; Mohammadi-Manesh, H.; Eqra, R. Y2O3-decorated LiNi0.8Co0.15Al0.05O2 cathode material with improved electrochemical performance for lithium-ion batteries. J. Electroanal. Chem. 2019, 848, 113326. [Google Scholar] [CrossRef]
Li, X.; Jin, L.; Song, D.; Zhang, H.; Shi, X.; Wang, Z.; Zhang, L.; Zhu, L. LiNbO3-coated LiNi0.8Co0.1Mn0.1O2 cathode with high discharge capacity and rate performance for all-solid-state lithium battery. J. Energy Chem. 2020, 40, 39–45. [Google Scholar] [CrossRef]
Shen, B.; Liu, Q.; Wang, L.; Yin, G.; Zuo, P.; Ma, Y.; Cheng, X.; Du, C.; Gao, Y. Mixed lithium ion and electron conducting LiAlPO3.93F1.07-coated LiCoO2 cathode with improved electrochemical performance. Electrochem. commun. 2017, 83, 106–109. [Google Scholar] [CrossRef]
Chen, X.; Ma, F.; Li, Y.; Liang, J.; Matthews, B.; Sokolowski, J.; Han, J.; Wu, G.; Lu, X.; Li, Q. Nitrogen-doped carbon coated LiNi0.6Co0.2Mn0.2O2 cathode with enhanced electrochemical performance for Li-Ion batteries. Electrochim. Acta 2018, 284, 526–533. [Google Scholar] [CrossRef]
Mauger, A.; Julien, C. Surface modifications of electrode materials for lithium-ion batteries: Status and trends. Ionics 2014, 20, 751–787. [Google Scholar] [CrossRef]
Chen, Z.; Zhang, Z.; Liu, P.; Wang, S.; Zhang, W.; Chen, D. Facile preparation of carbon-LiNi1/3Co1/3Mn1/3O2 with enhanced stability and rate capability for lithium-ion batteries. J. Alloys Compd. 2019, 780, 643–652. [Google Scholar] [CrossRef]
Guo, R.; Shi, P.; Cheng, X.; Du, C. Synthesis and characterization of carbon-coated LiNi1/3Co1/3Mn1/3O2 cathode material prepared by polyvinyl alcohol pyrolysis route. J. Alloys Compd. 2009, 473, 53–59. [Google Scholar] [CrossRef]
Dominko, R.; Bele, M.; Gaberscek, M.; Remskar, M.; Hanzel, D.; Pejovnik, S.; Jamnik, J. Impact of the carbon coating thickness on the electrochemical performance of LiFePO4/C composites. J. Electrochem. Soc. 2005, 152, A607–A610. [Google Scholar] [CrossRef]
Sides, C.R.; Croce, F.; Young, V.Y.; Martin, C.R.; Scrosati, B. A high-rate, nanocomposite LiFePO4/carbon cathode. Electrochem. Solid-State Lett. 2005, 8, 484–487. [Google Scholar] [CrossRef]
Singh, S.; Raj, A.K.; Sen, R.; Johari, P.; Mitra, S. Impact of Cl doping on electrochemical performance in orthosilicate (Li2FeSiO4): A density functional theory supported experimental approach. ACS Appl. Mater. Interfaces 2017, 9, 26885–26896. [Google Scholar] [CrossRef]
Singh, S.; Panda, M.R.; Sen, R.; Johari, P.; Sinha, A.K.; Meena, S.S.; Mitra, S. Study of higher discharge capacity, phase transition, and relative structural stability in Li2FeSiO4 cathode upon lithium extraction using an experimental and theoretical approach and full cell prototype study. ACS Appl. Energy Mater. 2019, 2, 6584–6598. [Google Scholar] [CrossRef]
Wang, L.-P.; Zhang, X.-D.; Wang, T.-S.; Yin, Y.-X.; Shi, J.-L.; Wang, C.-R.; Guo, Y.-G. Ameliorating the interfacial problems of cathode and solid-state electrolytes by interface modification of functional polymers. Adv. Energy Mater. 2018, 8, 1801528. [Google Scholar] [CrossRef]
Babbar, P.; Niehoff, P.; Schappacher, F.; Winter, M. Studying the effects of carbon coatings on the electrochemical performance of LiNi1/3Co1/3Mn1/3O2. Meet. Abstr. 2018, MA2018-01, 359. [Google Scholar]
Sim, S.-J.; Lee, S.-H.; Jin, B.-S.; Kim, H.-S. Use of carbon coating on LiNi0.8Co0.1Mn0.1O2 cathode material for enhanced performances of lithium-ion batteries. Sci. Rep. 2020, 10, 1–9. [Google Scholar] [CrossRef] [PubMed]
Kong, L.; Guan, H.; Wang, X. In situ polymerization of furfuryl alcohol with ammonium dihydrogen phosphate in poplar wood for improved dimensional stability and flame retardancy. ACS Sustain. Chem. Eng. 2018, 6, 3349–3357. [Google Scholar] [CrossRef]
Lascovich, J.C.; Giorgi, R.; Scaglione, S. Evaluation of the sp2/sp3 ratio in amorphous carbon structure by XPS and XAES. Appl. Surf. Sci. 1991, 47, 17–21. [Google Scholar] [CrossRef]
Tondi, G.; Cefarin, N.; Sepperer, T.; D’Amico, F.; Berger, R.J.F.; Musso, M.; Birarda, G.; Reyer, A.; Schnabel, T.; Vaccari, L. Understanding the polymerization of poly-furfuryl alcohol: Ring opening and diels-alder reactions. Polymers 2019, 11, 2126. [Google Scholar] [CrossRef]
Janus, R.; Wach, A.; Kuśtrowski, P.; Dudek, B.; Drozdek, M.; Silvestre-Albero, A.M.; Rodríguez-Reinoso, F.; Cool, P. Investigation on the low-temperature transformations of poly (furfuryl alcohol) deposited on MCM-41. Langmuir 2013, 29, 3045–3053. [Google Scholar] [CrossRef]
Zhang, X.; Jiang, W.J.; Mauger, A.; Qilu; Gendron, F.; Julien, C.M. Minimization of the cation mixing in Li1+x(NMC)1-xO2 as cathode material. J. Power Sources 2010, 195, 1292–1301. [Google Scholar] [CrossRef]
Lu, Z.; Beaulieu, L.Y.; Donaberger, R.A.; Thomas, C.L.; Dahn, J.R. Synthesis structure, and electrochemical behavior of Li [NixLi1/3-2x/3Mn2/3-x/3]O2. J. Electrochem. Soc. 2002, 149, A778–A791. [Google Scholar] [CrossRef]
Julien, C. Local cationic environment in lithium nickel–cobalt oxides used as cathode materials for lithium batteries. Solid State Ionics 2000, 136–137, 887–896. [Google Scholar] [CrossRef]
Kosova, N.V.; Devyatkina, E.T. Comparative study of LiCoO2 surface modified with different oxides. J. Power Sources 2007, 174, 959–964. [Google Scholar] [CrossRef]
Choura, M.; Belgacem, N.M.; Gandini, A. Acid-catalyzed polycondensation of furfuryl alcohol: Mechanisms of chromophore formation and cross-linking. Macromolecules 1996, 29, 3839–3850. [Google Scholar] [CrossRef]
Verdejo, R.; Lamoriniere, S.; Cottam, B.; Bismarck, A.; Shaffer, M. Removal of oxidation debris from multi-walled carbon nanotubes. Chem. Commun. 2007, 106, 513–515. [Google Scholar] [CrossRef] [PubMed]
Branca, C.; Corsaro, C.; Frusteri, F.; Magazù, V.; Mangione, A.; Migliardo, F.; Wanderlingh, U. Structural and vibrational properties of carbon nanotubes by TEM and infrared spectroscopy. Diam. Relat. Mater. 2004, 13, 1249–1253. [Google Scholar] [CrossRef]
Bertarione, S.; Bonino, F.; Cesano, F.; Jain, S.; Zanetti, M.; Scarano, D.; Zecchina, A. Micro-FTIR and micro-raman studies of a carbon film prepared from furfuryl alcohol polymerization. J. Phys. Chem. B 2009, 113, 10571–10574. [Google Scholar] [CrossRef] [PubMed]
Singh, S.; Mitra, S. Improved electrochemical activity of nanostructured Li2FeSiO4/MWCNTs composite cathode. Electrochim. Acta 2014, 123, 378–386. [Google Scholar] [CrossRef]
De Almeida Filho, C.; Zarbin, A.J.G. Porous carbon obtained by the pyrolysis of TiO2/poly (furfuryl alcohol) nanocomposite: Preparation, characterization and utilization for adsorption of reactive dyes from aqueous solution. J. Braz. Chem. Soc. 2006, 17, 1151–1157. [Google Scholar] [CrossRef]
Czigány, Z.; Brunell, I.F.; Neidhardt, J.; Hultman, L.; Suenaga, K. Growth of fullerene-like carbon nitride thin solid films consisting of cross-linked nano-onions. Appl. Phys. Lett. 2001, 79, 2639–2641. [Google Scholar] [CrossRef]
Wang, C.; Appleby, A.J.; Little, F.E. Electrochemical impedance study of initial lithium ion intercalation into graphite powders. Electrochim. Acta 2001, 46, 1793–1813. [Google Scholar] [CrossRef]
Xu, K.; Lam, Y.; Zhang, S.S.; Jow, T.R.; Curtis, T.B. Solvation Sheath of Li + in nonaqueous electrolytes and its implication of graphite/electrolyte interface chemistry. J. Phys. Chem. C 2007, 111, 7411–7421. [Google Scholar] [CrossRef]
Scofield, J.H. Hartree-Slater subshell photoionization cross-sections at 1254 and 1487 eV. J. Electron Spectros. Relat. Phenom. 1976, 8, 129–137. [Google Scholar] [CrossRef]
Shirley, D.A. High-resolution X-ray photoemission spectrum of the valence bands of gold. Phys. Rev. B 1972, 5, 4709–4714. [Google Scholar] [CrossRef]
Tougaard, S. Universality classes of inelastic electron scattering cross-sections. Surf. Interface Anal. 1997, 25, 137–154. [Google Scholar] [CrossRef]

StrategX Elements: Targeting Underexplored Regions in Northern Canada for Energy TransitionMetals
Originally posted on Investingnews.com
StrategX Elements Corp. (CNSX:STGX) focuses on discovering new energy transition metal deposits required for the shift to clean and sustainable energy technologies. The company’s assets centers on cobalt, nickel, and other energy transition metals to contribute to Canada’s domestic supply chain. StrategX’s five 100-percent-owned assets are within Nunavut and the Northwest Territories.
The company’s assets cover 110,00 hectares in the Northwest Territories and 60,000 hectares in Nunavut. StrategX’s flagship project, Nagvaak in Nunavut, is highly prospective for nickel, vanadium, cobalt, copper, molybdenum, silver and PGMs. In Q1 2023, the company plans to conduct a first phase 2,000-meter drill program to confirm suspected deposits. The company’s additional projects are moving towards exploratory drilling as exploration campaigns aim to identify priority targets.
StrategX believes in the importance of maintaining a positive ESGI rating as a company focusing on supporting renewable energy. Leadership has prioritized building solid relationships with local communities from the beginning and integrating these communities into the project. The company understands that communities need to be involved in unlocking the critical mineral potential of its assets.
Company Highlights
StrategX is a Canadian exploration company with assets in Nunavut and the Northwest Territories focusing on making discoveries of energy metals, including cobalt, nickel, vanadium, and PGEs.
The company aims to contribute to Canada’s emerging critical metal supply chain to support net-zero initiatives.
StrategX has five 100-percent-owned projects in Nunavut and the Northwest Territories targeting metals critical to transitioning to clean energy technologies.
The Nagvaak project, the company’s flagship asset, is scheduled to begin exploratory drilling in Q1 2023 to follow up on priority targets identified in the Q3-Q4 2022 campaign.
A strong emphasis is placed on achieving a positive ESGI rating, and management has prioritized building relationships with local communities from the beginning.
A management team with expertise throughout the natural resources industry and a track record of success lead the company toward its goals.
This StrategX Elements Corp profile is part of a paid investor education campaign.*
Click here to connect with StrategX Elements Corp. (CNSX:STGX) to receive an Investor Presentation

Solid-state EV battery stays in shape to hint at huge range extensions
Originally posted on Newatlas.com
A new electrode material developed for EV batteries could unlock faster-charging and greater range
Solid-state batteries, where the electrolyte consists of a solid material rather than a liquid one, hold massive potential for future energy storage applications, but have been plagued by stability issues that impact their longevity. A new design points to a new solution to this problem, with the team developing a novel electrode material that retains its volume throughout charging to enable the battery to endure hundreds of cycles.
An ability to operate an electric vehicle or smartphone on a solid-state battery instead of today’s lithium-ion architecture could see them run for longer before they need recharging, and require less plug-in time when they do. Their stability issues, however, are related to the movement of lithium ions in and out of the battery electrodes during charging, which causes them to expand and shrink and ultimately alters the chemistry of the device.
An international team of scientists has designed a new electrode for these batteries that is claimed to offer unprecedented stability. The material is made of lithium titanate and lithium vanadium dioxide, ground down into nanometer-sized particles. Used as a battery electrode, this material offers high-capacity, and enables lithium ions to be reversibly inserted and extracted during charging and discharging.
The result is an electrode material that retains the same volume during operation. The scientists have pinned this on a delicate balancing act that takes place as lithium ions exit and vanadium ions migrate from their original positions to fill in these empty spaces.
“When shrinkage and expansion are well balanced, dimensional stability is retained while the battery is charged or discharged, i.e. during cycling,” said Professor Naoaki Yabuuchi of Yokohama National University, Japan, who led the research. “We anticipate that a truly dimensionally invariable material – one that retains its volume upon electrochemical cycling – could be developed by further optimizing the chemical composition of the electrolyte.”
The novel electrode material was put to the test in a solid-state battery cell and performed impressively, with a high capacity of 300 mAh/g, and perhaps most importantly, no degradation over 400 charge and discharge cycles.
“The absence of capacity fading over 400 cycles clearly indicates the superior performance of this material compared with those reported for conventional all-solid-state cells with layered materials," said study author Associate Professor Neeraj Sharma.
The team plans to continue refining the electrolyte to build the kinds of batteries needed to serve electric vehicles, with greater safety and lifespan. This could mean not just electric vehicles the way we see them today, but helping usher in a new era where they charge much faster and cover greater distances.
"This finding could drastically reduce battery costs,” said Yabuuchi. “The development of practical high-performance solid-state batteries can also lead to the development of advanced electric vehicles. In the future, for instance, it may be possible to fully charge an electric vehicle in as little as five minutes.”
The research was published in the journal Nature Materials.

Graphite deficit starting this year, as demand for graphite battery anode ingredient exceeds supply
Originally posted on Aheadoftheherd.com
Although EV market share is still tiny compared to traditional vehicles, that is likely to change in the coming years as major economies transition away from fossil fuels and move into clean energy.
US President Joe Biden has signed an executive order requiring that half of all new vehicle sales be electric by 2030. China, the world’s biggest EV market, has a similar mandate that requires electric cars to make up 40% of all sales. The European Union is also seeking to have at least 30 million zero-emission vehicles on its roads by then.
According to the IEA’s Global Electric Vehicle Outlook, if governments are able to ramp up their efforts to meet energy and climate goals, the global electric vehicle fleet could reach as high as 230 million by the end of the decade, compared to about 20 million currently.
With more electric cars comes the need for more raw materials like lithium, nickel and graphite to build batteries. The IEA believes mineral demand for use in EVs and battery storage must grow at least 30 times by 2040 to meet various climate goals.
Fastmarkets forecast that EV sales will experience a compound annual growth rate of 40% per year through 2025, when EV penetration is expected to reach 15%. After that, EV market share is expected to rise further, reaching 35% by 2030.
One mineral that has been overlooked, but is an essential part of vehicle electrification, is graphite.
At AOTH, we believe graphite represents a “backdoor” market opportunity brought about by the clean energy transition. This is for several reasons:
Graphite as anode material
The lithium-ion battery used to power electric vehicles is made of two electrodes — an anode (negative) on one side and a cathode (positive) on the other. At the moment, graphite is the only material that can be used in the anode, there are no substitutes.
This is due to the fact that, with high natural strength and stiffness, graphite is an excellent conductor of heat and electricity. Being the only other natural form of carbon besides diamonds, it is also stable over a wide range of temperatures.
The cathode is where metals like lithium, nickel, manganese and cobalt are used. Depending on the battery chemistry, there are different options available to battery makers (see below).

Graphite is thus considered indispensable to the global shift towards electric vehicles. It is also the largest component in lithium-ion batteries by weight, with each battery containing 20-30% graphite. But due to losses in the manufacturing process, it actually takes 30 times more graphite than lithium to make the batteries.
According to the World Bank, graphite accounts for nearly 53.8% of the mineral demand in batteries, the most of any. Lithium, despite being a staple across all batteries, accounts for only 4% of demand.
An electric car contains more than 200 pounds (>90 kg) of coated spherical purified graphite (CSPG), meaning it takes 10 to 15 times more graphite than lithium to make a Li-ion battery.
Graphite is so essential to a lithium battery, that Tesla’s Elon Musk famously said, “Our cells should be called Nickel-Graphite, because primarily the cathode is nickel and the anode side is graphite with silicon oxide.”
Demand overflow
The anode material, called spherical graphite, is manufactured from either flake graphite concentrates produced from graphite mines, or from synthetic/artificial graphite. Only flake graphite upgraded to 99.95% purity can be used.
An average plug-in EV has 70 kg of graphite, or 10 kg for a hybrid. Every 1 million EVs requires about 75,000 tonnes of natural graphite, equivalent to a 10% increase in flake graphite demand.
According to Benchmark Mineral Intelligence (BMI), the flake graphite feedstock required to supply the world’s lithium-ion anode market is projected to reach 1.25 million tonnes per annum by 2025. The amount of mined graphite for all uses in 2021, was just 1 million tonnes. (USGS)
Furthermore, the London-based price reporting agency forecasts demand for graphite from the battery anode segment could increase by seven times in the next decade as the growth in EV sales continues to drive construction of lithium-ion megafactories.

BloombergNEF expects demand for battery minerals to remain robust through 2030, with graphite demand increasing four-fold.
The International Energy Agency (IEA) goes 10 years further out, predicting that growth in demand for selected minerals from clean energy technologies by scenario, 2020 relative to 2040, will see: increases of lithium 13x to 42x, graphite 8x to 25x, cobalt 6x to 21x, nickel 7x to 19x, manganese 3x to 8x, rare earths 3x to 7x, and copper 2x to 3x.

Source: UBS

Source: IEA
Supply squeeze
As vehicle electrification continues, and few new sources are discovered worldwide, BMI estimates the graphite market could reach a deficit as early as this year, with the supply shortfall growing to 8Mt by 2040; to fill this gap, the mining industry would need to produce nearly 8x as much graphite as it does currently, over the next 18 years.

Source: BMI
On June 7, in an article titled ‘How a battery metals squeeze puts EV future at risk’, The Washington Post reported, Factory lines churning out power packs to fuel a clean energy future are being built faster than strained supply chains can keep up. A global rush to lock in stocks of lithium, nickel, cobalt and other key ingredients from a handful of nations has sent prices hurtling higher… While factories can be built in about 18 months, mines can typically take seven years or longer to come online.
June saw repeated concerns over the supply of battery metals forecast for the decade ahead, including from Tesla. CEO Elon Musk reportedly explained that production has been hindered by raw material shortages and shutdowns of assembly lines in China.
Lack of diverse supply
Almost all graphite processing today takes place in China because of the ready availability of graphite there, weak environmental standards and low costs. Nearly 60% of the world’s mined production last year also came from China, making it a dominant player in every stage of the graphite supply chain.
After China, the next leading graphite producers are Mozambique, Brazil, Madagascar, Canada and India. The US does not produce any natural graphite, therefore it must rely solely on imports to satisfy domestic demand.

Data source: USGS. Image by Visual Capitalist
The level of foreign dependence has increased over the years. The US imported 38,900 tonnes of graphite in 2016, then peaking at 70,700 tonnes in 2018.
The latest publication from the USGS shows that imports in 2021 totaled 53,000 tonnes, of which 71% was high-purity flake graphite, 42% was amorphous, and 1% was lump and chip graphite.
The main import sources were China (33%), Mexico (21%), Canada (17%) and India (9%).

Since China controls all spherical graphite processing, the US is not actually 33% dependent on China for its battery-grade graphite, but 100%.
This is why the US government has included graphite among the 35 minerals that it deems “critical to its national security and economy.”
A White House report on critical supply chains showed that graphite demand for clean energy applications will require 25 times more graphite by 2040 than was produced worldwide in 2020.
Graphite pricing
The value of natural graphite has increased significantly over the course of the past year, with demand continuing to outstrip supply. According to Benchmark Mineral Intelligence, prices have gone up steadily since January 2021 on all types of graphite, with fines increasing 44.50% from USD$500/ton in January of 2021 to $723/t in May of 2022. Using those same dates, large flake graphite prices climbed 19.85% from $983/t to $1,187/t, and spherical graphite rose 8.39% from $2,958/t to $3,207/t.
More recently, flake and spherical graphite prices are both up slightly. According to Fastmarkets, for the week ending June 16, the spot price of China flake graphite 194 EXW was up 0.37% over 30 days, and 19.39% over 360 days. Graphite produced at 94-97% purity is considered best suited for batteries, before it is upgraded to 99.99% purity to make spherical graphite. Spherical graphite 99.95% min EXW China was up 1.58% over the past 30 days, for the week ended June 16.
China flake graphite 94% C (-100 mesh) was priced at $830 per ton, with Europe flake graphite of the same grade and size selling for $920/t.

Source: Fastmarkets
Conclusion
During a time of price weakness for a number of industrial metals (copper, zinc, aluminum, for example), the price of graphite, being critical to the electric-vehicle transition, has held up extremely well.
Flake and spherical graphite are both trending higher, in fact the prices of all types of graphite (fines, large flake, spherical) have increased significantly since January 2021, on the back of robust demand from battery-makers and EV manufacturers, and limited supply.
According to BMI, in 2022 demand for lithium-ion batteries is growing at its fastest ever, on course for a year-on-year growth rate of nearly 50%.

Source: BMI
While this will increase the need for other battery minerals, such as lithium, nickel and cobalt, graphite remains the highest-intensity mineral in the lithium-ion battery by weight, with over 570,000 tonnes of natural flake to be consumed in 2022.
Yet as Seeking Alpha observes, consumer demand for electric vehicles surpasses our ability to supply them. Waiting times for EVs are lengthening, a lithium ion battery shortage is hitting many automakers, and, most crucially, key raw material prices are at all-time highs.
This bodes well for companies with large graphite deposits in safe jurisdictions, that can not only capitalize on high prices, but contribute to the local graphite supply chain and lessen the dependence on China for graphite mining and especially, graphite processing.
For years neglected by governments, critical minerals like graphite are finally getting the attention they deserve. In June, the Canadian government unveiled its low-carbon industrial strategy, that will see Ottawa partnering with each province to “identify, prioritize and pursue opportunities”. Specific to critical minerals, this means battery manufacturing in Quebec and electric vehicle production in Ontario.
Natural Resources Minister Jonathan Wilkinson pointed to CAD$3.8 billion already earmarked for critical minerals in the April budget. On top of that, “we have a billion and a half dollars in the Clean Fuels Fund, we have eight billion dollars in the Net Zero Accelerator, we’re setting up the Clean Growth Fund, we have the Canada Infrastructure Bank,” Bloomberg quoted him saying. He added:
“The average mine takes 15 years to bring into production. In the context of the energy transition, we don’t have 15 years if we’re actually going to provide enough of the minerals to be able to support just the battery development. So it behooves us to bring everybody into the room to figure out how to do it.”
At AOTH, we couldn’t agree more. Canada’s new industrial strategy dovetails with what is happening south of the border.
The US, which has long sought to improve its battery supply chain, recently invoked its Cold War powers by including lithium, nickel, cobalt, graphite and manganese on the list of items covered by the 1950 Defense Production Act, previously used by President Harry Truman to make steel for the Korean War.
To bolster domestic production of these minerals, US miners can now access $750 million under the act’s Title III fund, which can be used for current operations, productivity and safety upgrades, and feasibility studies. The DPA could also cover the recycling of these materials.
Later this year, the Department of Energy will begin doling out $6 billion in grants for battery production, half of which are earmarked for domestic supplies of materials and battery recycling.
The Biden administration has already allocated $6 billion as part of the $1.2 trillion infrastructure bill, towards developing a reliable battery supply chain and weaning the auto industry off its reliance on China, the biggest EV market and leading producer of lithium-ion cells.
Among the minerals key to winning the global EV race, graphite arguably is most significant and should be a top priority for the US, given it is the essential ingredient in electric vehicle batteries.
A global graphite shortage is a matter of when, not if, without new sources of supply. For the US, which is 100% dependent on foreign imports of the material, it’s a ticking time bomb that could completely derail the nation’s vehicle electrification and decarbonization ambitions.
This all goes back to the importance of establishing a reliable, secure and sustainable “mine to battery” EV supply chain, beginning with a domestic graphite source and integrating it with processing, manufacturing and recycling to create a full circular economy.

More graphite needed for EVs
Originally posted on Metaltechnews.com

Core from drilling a high-grade lens at Graphite Creek, a world-class deposit in Alaska that is the first link of Graphite One's proposed lithium-ion battery anode material supply chain.
By 2030, batteries will likely need more than 5x all the graphite mined in 2021
While shortages of the lithium and nickel needed for electric vehicle batteries has dominated news headlines over the past year, the massive demand for graphite has largely been overlooked. As the primary ingredient in the anode side of lithium-ion batteries, graphite is the single largest element in lithium-ion batteries and the mining sector's inability to keep pace with skyrocketing demand of this critical mineral could put the brakes on the EV revolution.
According to the global lithium-ion battery supply chain experts at Benchmark Mineral Intelligence, a megafactory capable of producing 30 gigawatt-hours of battery storage annually requires about 33,000 metric tons of graphite per year.
When you extrapolate this out over the more than 300 gigafactories that are being built or are in the pipeline, this equates to up to 9.9 million metric tons of graphite per year to feed all these lithium-ion battery plants running at full capacity. Using the 70-70 rule – a more realistic measure that 70% of these battery plants go into production running at an average of 70% design capacity – the global lithium battery sector would need about 4.9 million metric tons of graphite per year.
This correlates with S&P Global Platts' forecast that by 2030 it will take 5 million to 6 million metric tons of graphite to meet annual global demand for this critical carbon material.
This compares to only about 1 million metric tons that was mined globally to meet the demands of all industrial sectors during 2021, according to "Mineral Commodity Summaries 2022," an annual report published by the United States Geological Survey.
Ramping up graphite production by 500 to 600% over 10 years is an enormous task for global miners.
"Supply will struggle to catch up with graphite demand," said George Miller, senior price analyst at Benchmark.
Emerging NA supply chain
Currently, China dominates both the mining of graphite and upgrading this carbon material into the coated spherical graphite that is packed into the anodes of lithium-ion batteries.
According to USGS, the Middle Kingdom accounted for 82% of the world's mined graphite last year and produced nearly 100% of the battery-grade anode material.
With only limited supplies of graphite currently being mined in Canada and Mexico, and graphite anode material production at its earliest stages in the U.S., North American automakers are nearly 100% dependent on imports from China for this increasingly competitive product.
"North America produced only 1.2% of the world's graphite supply with production in Canada and Mexico," USGS inked in its 2022 minerals report. "Two companies were developing graphite mining projects in the United States-one in Alabama and one in Alaska."
Both these companies – Westwater Resources Inc. in Alabama and Graphite One Inc. in Alaska – have plans to develop both graphite mines and the processing facilities to produce the spherical graphite that serves as the anode material in most lithium-ion batteries.
Syrah Resources Ltd. is also scaling up the production of battery-grade anode materials at Vidalia, a facility in Louisiana that has attracted the attention of both Tesla Inc. and the U.S. Department of Energy.
Tesla entered into a deal to buy coated spherical graphite produced at Vidalia, and DOE has loaned Syrah $102.1 million to fund the expansion of this active anode material in Louisiana.
"Projects like Syrah Vidalia are critical to our national security, our foreign policy, building our supply chain, and our economy," said DOE Loan Programs Office Director Jigar Shah.
Ford Motor Company has also entered into a deal to off-take graphite from Syrah's Vidalia facility.
In Canada, Nouveau Monde Graphite Inc. is advancing a complete supply chain to provide battery and EV manufacturers with zero-carbon graphite anode material from the hydro-powered mine and processing facilities it is developing in Quebec.
"We are making significant progress on our objectives at a time when the market is feeling the pressure of limited supply options, rising prices and complicated logistics," Nouveau Monde Graphite Chair Arne Frandsen said in March.
Alabama graphite
Alabama is rapidly emerging as a hub for the production of coated spherical graphite and the EVs that are driving enormous new demand for this anode material.
In April, Alabama Gov. Kay Ivey and Congressman Mike Rogers joined other state and local government policymakers and business leaders to break ground on a $202 million coated spherical graphite processing facility being developed by Westwater.
"Alabama, which is home to Mercedes-Benz, Honda, Hyundai, Toyota and Mazda, is among the top four states in the nation in automobile production," said Gov. Ivey. "This plant will make Alabama an even bigger player in the fast-growing electric vehicle sector."
The Mercedes EQS EV being produced in Alabama needs roughly 250 pounds of graphite for each 107.8-kilowatt-hour battery that provides this luxury sedan with an impressive 350 miles of range on a single charge.
While EV battery sizes vary by make and model, the Mercedes EQS represents a middle ground between more economical cars like the standard range Tesla Model 3, which needs about 120 lb of graphite for its battery, and full-size SUVs like the GMC Hummer, which requires roughly 500 lb of this anode ingredient.
With every major automaker on Earth electrifying their vehicles, there is massive new demand for the coated spherical graphite that will soon be produced at the Westwater facility in Alabama.
Alabama Graphite Products, a Westwater subsidiary, will use a proprietary process to purify raw graphite and refine it into battery-grade anode material.
Westwater says this process is safer and more environmentally friendly than the hydrofluoric acid-based process commonly used in China and elsewhere.
The initial phase of this processing plant, which is slated for completion by mid-2023, is designed to produce 7,500 metric tons of refined graphite.
"The construction of this plant is the result of a lot of work, cooperation, planning and vision by numerous people over a number of years," said Chad Potter, President and CEO of Westwater Resources and Alabama Graphite Products.
Last year, Gov. Ivey signed an incentive package that will provide Alabama Graphite Products with $29.9 million in jobs and tax credits over 15 years and $925,000 in job training and employee recruitment incentives for a facility.
"The cooperation and assistance we have received – from tax incentives to utilities to workforce development – has been incredible. We would not be here today without their support," Potter added.
In the beginning, the feedstock for the Alabama Graphite refinery will be imported, but Westwater intends to develop a mine at its Coosa project in the famed Alabama Graphite Belt by 2028.
According to a 2015 estimate, Coosa hosts 78.5 million metric tons of indicated resource averaging 2.39% (1.9 million metric tons) graphite.
Establishing a mine at Coosa would provide a much-needed local supply of graphite for the Alabama refinery and a new source of jobs for residents of Coosa County.
"As our investment of millions of dollars and our commitment to invest even more indicate, we are firmly committed to Alabama and this community, and we look forward to being here for many years to come," said Potter.
Alaska graphite
Much like Westwater, Graphite One Inc. is looking to establish a complete graphite anode material supply chain in the U.S., which would involve developing a mine at its enormous Graphite Creek deposit in Alaska that would provide the primary feed for a battery material processing and recycling facility in the state of Washington.
Located along Alaska's west coast about 50 miles north of the legendary gold mining town of Nome, Graphite Creek hosts 32.5 million metric tons of measured and indicated resources averaging 5.25% (1.7 million metric tons) graphite, plus 254.7 million metric tons of inferred resource averaging 5.11% (13 million metric tons) graphite.
A prefeasibility study finalized in August envisions a mine at Graphite Creek that would produce an average of 51,813 metric tons of graphite concentrate per year, which would be shipped to the company's planned facility in Washington where low-cost and low-carbon hydroelectricity will be used to upgrade the concentrates to spherical coated graphite and other products.
The capital cost to develop the mine and processing facility is estimated to be US$950 million (C$1.24 billion), which includes a contingency of US$130 million (C$170 million).
With a post-tax internal rate of return (8% discount) of 22% and net present value of US$1.04 billion (C$1.36 billion), the financially robust operations are expected to pay back the capital in 5.1 years.
These figures do not take into account the tax credits offered to suppliers of EV battery materials under the Inflation Reductions Act.
Under this legislation, companies that produce lithium-ion battery materials in the U.S. qualify for a tax credit equal to 10% of the production costs. This credit begins to fade by 25% per year starting in 2030.
The Inflation Reduction Act also offers a second tax credit equal to 10% of the costs incurred in respect to the production of 99.9% graphite in the U.S. This credit does not have a sunset date.
The Graphite One projects detailed in the PFS are expected to qualify for both credits.
The company also plans to establish a lithium-ion battery recycling facility alongside its processing plant.
"With this new proposed recycling division joining our Graphite Creek mine and Advanced Graphite Materials Manufacturing Plant as the third link, Graphite One plans to bring the full circular economy to the U.S. graphite supply chain," said Graphite One President and CEO Anthony Huston.
Quebec graphite
Environmentally responsible production of EV anode material lies at the very foundation of Nouveau Monde's strategy to deliver carbon-neutral graphite from the supply chain it is developing in Quebec.
"Battery minerals cannot power a sustainable energy revolution unless their extraction and value-added transformation are done on a 'Zero-Harm' basis," said Nouveau Monde Graphite Chairman Arne Frandsen.
A feasibility study updated in July details plans for a mine at its Matawinie project that is expected to produce an average of 103,328 metric tons of high-purity flake graphite concentrate per year.
This graphite concentrate will be trucked roughly 95 miles (150 kilometers) to the company's advanced material plant at Bécancour, where it will be upgraded to 42,616 metric tons of the coated spherical anode material for lithium batteries and 3,007 metric tons of large flake graphite for other industrial purposes.
"NMG is positioning itself as North America's largest, fully integrated natural graphite production to relieve battery and EV manufacturers from their overreliance on Chinese production," said Nouveau Monde Graphite President and CEO Eric Desaulniers.
As a forward-looking company that is supplying a vital ingredient to the lithium-ion batteries storing renewable energy and powering electric vehicles, Nouveau Monde is shrinking the carbon dioxide footprint of its Quebec operations.
To accomplish this, the company plans to have an all-electric fleet of mining equipment charged with Quebec's abundant hydroelectricity digging up and hauling the graphite at Matawinie.
This idea is so ahead of the curve that the electric mining equipment it plans to use has not been invented yet.
To overcome this hurdle, Nouveau Monde partnered with Caterpillar Inc. to develop, test, and produce a fleet of all-electric Cat mining equipment for its coming graphite mine in Quebec – a landmark collaboration for Nouveau Monde and the mining sector at large.
Nouveau Monde Graphite Inc.
Nouveau Monde's battery material plant in Becancour, Quebec, will upgrade graphite concentrates into battery-grade anode material and flake graphite for other industrial uses.
"We are proud to be a driving force for our peers as we strive to electrify our operations to meet our carbon neutrality commitments while maintaining the productivity and efficiency standards of our mining operations," said Desaulniers. "Even more gratifying and important to our corporate mission is that our project can serve as a springboard for the future of the mining industry by collaborating with Caterpillar on these cutting-edge technologies."
As an added bonus for Nouveau Monde, each of the battery-powered Cat mining machines will need about a ton of graphite.
Desaulniers told Data Mine North that battery manufacturers interested in securing Nouveau Monde Graphite have expressed interest in supplying Caterpillar with the batteries to power its electric machinery at Matawinie and around the globe.
Nouveau Monde plans to begin delivering ESG-boosting graphite into EV supply chains in 2023.
"I am confident that the ESG-minded team at NMG can capitalize on our exclusive ecotechnologies and industry-leading practices to position the company as a Western World's trailblazer for competitive, sustainable, and local graphite advanced materials production," said Frandsen.

Canada aims to speed up new projects with critical minerals strategy
Originally posed on Reuters.com
By Steve Scherer
FILE PHOTO: Canada's Minister of Natural Resources Jonathan Wilkinson speaks during Question Period in the House of Commons on Parliament Hill in Ottawa, Ontario, Canada, April 7, 2022. REUTERS/Patrick Doyle
Canada on Friday unveiled a new strategy to ramp up production and processing of critical minerals vital to power electric vehicle (EV) batteries as the world seeks to shift away from fossil fuels toward cleaner technologies.
The government pledged to review the permitting process with an eye on cutting the time required to bring mines online by avoiding duplication and ensuring early indigenous consultation and engagement, the 58-page strategy document said. It did not say when the review would be completed.
The plan focuses on expanding the critical minerals sector and “moving things forward expeditiously,” Canada’s Natural Resources Minister Jonathan Wilkinson said at a news conference in Vancouver.
Wilkinson said the strategy, backed by nearly C$4 billion ($2.95 billion) allocated in the 2022 budget, “is a roadmap for the creation of wealth and sustainable jobs throughout the value chain in every region of this country.”
Under the strategy, companies will be offered help in applying for permits and for federal support through the Critical Minerals Centre of Excellence. The office is already operating with a team of about 15 people, said a senior government source.
Critical minerals are key elements in EV batteries, electronics and solar panels and play a crucial role in the transition to the green economy. While Canada is home of some the largest deposits of critical minerals, it can take anywhere between five and 25 years for a mining project to become operational, the document said.
“We recognize that, although responsible regulations are vital, complex regulatory and permitting processes can hinder the economic competitiveness of the sector and increase investment risk for proponents,” the document reads.
As the world shifts to cleaner technologies, demand for critical minerals is expected to skyrocket. Many in the mining industry have said the bureaucracy is too slow and is holding up investment.
“What has been the tendency over many years is that the requirements just keep ballooning and you end up with impact assessment reports (for new mines) that are thousands of pages long,” said Pierre Gratton, president and chief executive of the Mining Association of Canada, adding that he welcomed a review of the permitting process.
“We’re not looking for yet another overhaul of the federal regime. We’re looking at opportunities to implement existing requirements more expeditiously. ... There are definitely opportunities to speed things up,” he said.
China dominates the market for critical minerals used in EV batteries.
Countries like the United States, Canada, Australia, India and Japan want to wean themselves from their dependence on authoritarian regimes for strategically important materials.
‘EVERYONE WANTS A PIECE OF CANADA’
Canada signed a joint action plan with the United States in 2020 to advance secure supply chains for critical minerals. It has signed similar critical minerals cooperation agreements with Japan and the European Union.
“I’ve talked to the Americans more in the last few years than I had ever talked to them in my entire career, and also Europeans,” Gratton said. “Everyone wants a piece of Canada right now, and they keep knocking on our door.”
The new strategy lays out priorities along the entire critical-mineral value chain, from exploration and mining to recycling old batteries, and it also covers the need for new infrastructure in often remote corners of the country.
Ottawa will seek “regulatory harmonization” with the United States on critical minerals, the document reads without elaborating.
Ottawa’s strategy prioritizes developing lithium, graphite, nickel, cobalt, copper and rare earth elements. At the same time, Canada is offering a 30% tax credit to spur exploration for nickel, lithium, cobalt, graphite, copper, rare earth elements, vanadium and uranium.
($1 = 1.3579 Canadian dollars)

Canada places big bets on critical minerals
Originally posted on Mining.com
By Nelson Bennett
Canada is blessed with an abundance of fossil fuels — oil, natural gas and coal.
But as the developed world tries to wean itself off of fossil fuels – largely through electrification – it is expected the demand for Canada’s fossil fuels will eventually decline, while demand for critical minerals and metals is projected to grow sixfold by 2040.
These metals and minerals are critical in manufacturing electric vehicle batteries, solar and wind power installations, transmission lines and all the other things that a global energy transition will require.
The Canadian government is hoping to capitalize on the opportunity this poses with a new critical minerals strategy — backed with $4 billion in funding in the recent federal budget — that aims to develop a full critical minerals industry value chain, from exploration and mining, to processing, manufacturing and recycling.
Federal Natural Resources Minister Jonathan Wilkinson is in Vancouver today to release the new strategy.
“By investing in critical minerals today, we are building a sustainable industrial base to support emission-reducing supply chains that will address climate change for generations to come,” the Canadian Critical Minerals Strategy states.
Citing Clean Energy Canada, the strategy estimates $5.7 billion to $24 billion in GDP could be created by 2030 annually by developing a battery supply chain, creating 18,500 to 81,000 direct jobs.
“These figures grow to between $15 billion and $59 billion in annual GDP contributions, and 79,000 and 333,000 jobs, when indirect and induced activities and jobs are included,” the strategy says. “Once realized, these activities would contribute between $2.7 billion and $11 billion annually in combined federal and provincial government revenues.”
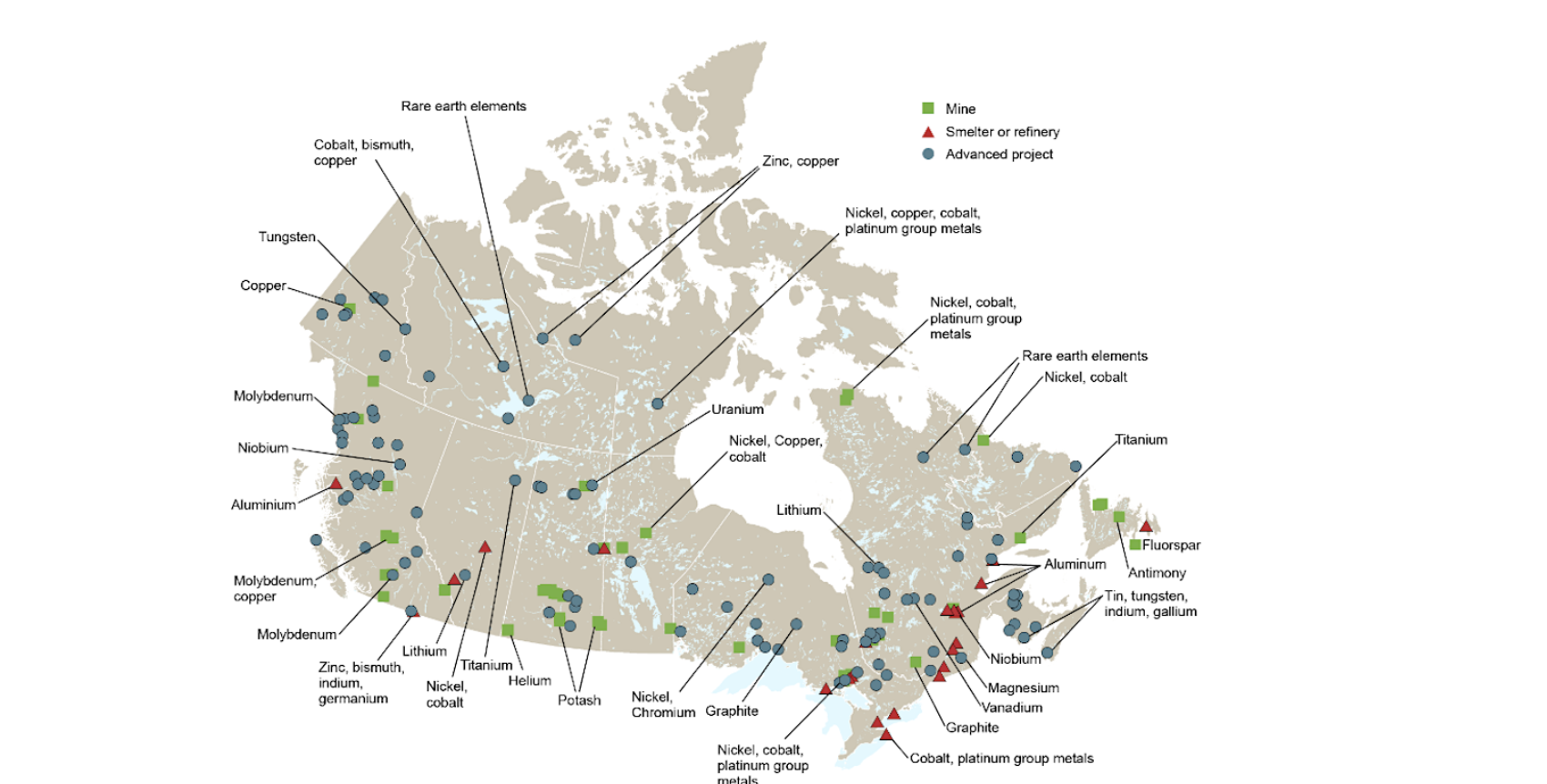
Map of mines and development projects in Canada. (Image courtesy of Government of Canada.| Click on map to enlarge it)
Not everyone is convinced Canada has what it takes to become a critical minerals powerhouse, however. Namely, it just doesn’t have the mineral reserves that regions like South America and Africa have, say Philip Bazel and Jack Mintz of the University of Calgary’s School of Public Policy.
In a brief published earlier this week, they suggest Canada will remain a minor player in critical minerals production, simply because it doesn’t have the massive reserves of copper, lithium, cobalt and other critical minerals that countries like Chile and the Democratic Republic of Congo have.
Based on reserves and production of eight critical minerals and metals, among the top six producers, Canada ranks last, according the Bazel-Mintz brief.
They estimate Canada’s global share of copper reserves to be just 1.1% — compared to Chile’s 22.7% — and production at 2.8%. It’s estimated share of nickel and zinc reserves are roughly 2%. Canada’s share of global nickel production was 6.7% in 2020; its share of zinc production was 6%. Canada’s reserves share of cobalt is 2.9% and its production share 2.6%. Its global share of lithium, bauxite and manganese production is currently zero, according to the Bazel-Mitz brief.
“Most of North America’s critical transition minerals will have to come from reserves in South America, Africa, and the Caribbean as well as Australia and China, which will see economic growth from mining jobs and capital investments,” they write.
“Shifting away from carbon-emitting fossil fuels toward cleaner, renewable sources of electric energy will require no less than an order of magnitude more mined minerals and rare earth elements, and Canada has a limited share of these transition minerals.”
But reserve estimates are based on what is known, and there may be more deposits in Canada yet to be discovered. The strategy earmarks $79 million for public geoscience and exploration aimed at discovering potential new deposits. Moreover, Canada’s new critical minerals strategy doesn’t just focus on raw resources. It proposes an end-to-end industry value chain, from exploration and mining, to processing, manufacturing and recycling.
Ottawa is also hoping a Canadian critical minerals industry will be able to piggyback on American policies, like the Inflation Reduction Act, which will pump billions into things like electric vehicles, potentially opening up opportunities for Canada and the U.S. to cooperate on the development North American supply chains.
“Where critical minerals are not used solely for domestic manufacturing, there is value to be captured by increasing exports for allies, and expanding domestic refining, processing and components manufacturing,” the strategy states. “Examples of these minerals are vanadium, gallium, titanium, scandium, magnesium, tellurium, zinc, niobium, and germanium, along with potash, uranium and aluminum.”
Of the 31 critical minerals identified in the strategy, six are “prioritized” – lithium, graphite, nickel, cobalt, copper, and rare earth elements.
Canada already produces some nickel, cobalt and copper – B.C. being the biggest copper producer. And Saskatchewan is a major producer of uranium, which is among the 31 minerals identified in the new strategy.
There are, as yet, no operating lithium mines in Canada, although a proposed new lithium mine in Quebec is now making its way through the Impact Assessment Agency process.

Quebec is home to lithium projects in varied stages of development. (Image courtesy of North American Lithium.)
The exploration and mining sector in Canada may need some prodding to convince it to switch its focus from gold and coal, however. A casual reading of the list of mining projects currently in the Impact Assessment Agency queue underscores that mining in Canada is still focused mainly on gold and metallurgical coal mining.
Of the 26 development projects listed, only five are for minerals and metals other than gold or coal. They include a nickel mine in Ontario, a lithium mine in Quebec, an iron mine in Labrador, a niobium mine in B.C. and also a lead-zinc mine in B.C.
“Although Canada does not possess large quantities of critical minerals relative to global totals, Canadian reserves of cobalt, copper, nickel and zinc represent the best opportunities for growth,” Bazel and Mintz say in their brief. “However, with the majority of these critical mineral reserves abroad, we wonder if Canada’s industry is positioned to compete for the international mining investment.
“Given Canada’s limited share of global energy transition minerals, securing Canadian participation in the energy transition mining market may indeed hinge on the shape of its regulatory and taxation framework for mining companies.”
The strategy does provide some tax incentives, notably a new 30% flow-through tax credit for critical minerals exploration.

Digging for green minerals a priority for the North, says federal minister
Originally posted on Cbc.ca
By : Liny Lamberink
Heavy machinery clears brush from where the Nechalacho mining project's pit will be, back in 2021. One of the federal government's priorities as it moves to a net-zero economy is to make it easier to step up critical mineral mines like this one, which extracts rare earths. (Liny Lamberink/CBC)
Speeding up the regulatory process for critical mineral mines in the North is a goal of the federal government, according to Canada's natural resources minister.
"Critical minerals are essential for us to be able to successfully execute an energy transition," said Jonathan Wilkinson. If Canada doesn't mine more critical minerals, he said, it can't make batteries for electric vehicles needed to reduce emissions from transportation.
Rare earths, for example, are a critical mineral said to be crucial in technology like computers, LED displays, wind turbines and electric vehicles. Canada's first rare earth operation is the Nechalacho mining project in the N.W.T.
Of the 31 minerals deemed critical by the federal government, 23 can be found in the N.W.T. and 25 are in the Yukon.
"We have to find ways to expedite [these projects] in a manner that's consistent with environmental sustainability," said Wilkinson. He also said getting such projects down to zero emissions or close to zero emissions is important, and suggested biomass, biofuels or synthetic fuels as an option for mines that can't connect to hydroelectric power.
But Kevin O'Reilly, the MLA for Frame Lake in the N.W.T., believes the federal government is suggesting to deregulate critical mineral mines. He said it's not environmental regulations that keep mines from opening.
"The evidence shows most of the delays, if there are any with projects, are because of proponents. It's not because the process takes too long. It's because proponents don't supply the right kinds of information, they don't answer questions in a timely fashion," he said.
O'Reilly said if the federal and territorial governments want to speed up the review process, it should settle outstanding Indigenous land claims of the Dehcho and Akaitcho regions.
Agreeing on priorities
Natural Resources Canada announced Thursday that the N.W.T. and Yukon had signed up to participate in its Regional Energy and Resource Tables, along with three more provinces.
The tables are meant to be conversations, set up by the federal government, to help figure out what common goals it has with territories and provinces for reducing emissions and building a net-zero economy. A spokesperson said Nunavut would be invited to participate in the next phase.
"This is not the federal government telling the territories what their priorities should be within this process. It's about sitting down and agreeing on what the priorities are and then advancing some of these particular projects," said Wilkinson.
He said discussions with the two territories will likely revolve around renewable energy projects, infrastructure adaptation and the mining industry.
In a statement to CBC News, Caroline Wawzonek, the N.W.T.'s minister of industry, tourism and investment, said a net-zero economy "may be a challenge for the N.W.T." and that because of its location, it's not ready for net-zero mining either.
"We are trucking, barging and flying energy-intensive diesel into our territory to live — let alone mine," she said. "Federal investments in roads and especially our hydro potential are needed to get us to the point where we can talk about [economic] opportunities."

More than half of US car sales will be electric by 2030
Originally posted on Mining.com
By : Ira Boudway, with assistance from Kyle Stock
GM Ultium battery. Credit: General Motors
Just over half of passenger cars sold in the US will be electric vehicles by 2030, according to a report from BloombergNEF, thanks in part to consumer incentives included in the $374 billion in new climate spending enacted by President Joe Biden.
Those incentives, among them a point-of-sale tax credit of up to $7,500 for a new EV purchase, are likely to boost the pace of adoption, BloombergNEF analysts found in the report. Prior to passage of the Inflation Reduction Act (IRA) in August, projections for EV sales by 2030 2030 came in at 43% of the US market. With the climate-spending measure in place, that estimate was revised upwards to 52%.
The latest projection from BloombergNEF puts the US on track to hit a key target set by Biden last year, for half of all cars sold in the US to be battery-electric, plug-in hybrid or fuel cell-powered by the end of the decade.

In 2021, electric vehicles accounted for less than 5% of sales in the US, below the global rate of nearly 9% and well below the adoption rate in countries like China, where plug-ins currently account for roughly 24% of new car sales. Norway became the first country to see electric overtake combustion engine vehicle sales last year. Under the revised forecast from BloombergNEF, the US will surpass the global average in 2026 instead of 2028.
The three automakers with the most domestic battery production coming online in the near term—Tesla, GM, and Ford—are set to benefit most from the new law, according to the report. At the insistence of West Virginia Senator Joe Manchin, the IRA restricts the full $7,500 credit to vehicles assembled in North America, with additional phased-in thresholds for manufacturing batteries in North America.
In the new report, analysts noted that these requirements “will take time to adjust to,” particularly as automakers contend with critical minerals and battery rules. But those challenges are expected to lessen over time, a shift that could also bring more electric cars into an affordable price range.
“In the next year or so, there shouldn’t be too much of a difference [in sales],” said BloombergNEF electric car analyst Corey Cantor. “Later in the decade, we expect not only the EV tax credit but the battery production tax credit to drive a steeper decline in EV costs.”

Vale sees 44% increase in global nickel demand by 2030
Originally posted on Mining.com
By Roberto Samora; Editing by Alistair Bell)
Vale’s Voisey’s Bay nickel-cobalt-copper mine in Labrador. Credit: Vale
Brazilian mining company Vale said on Wednesday that global demand for nickel should increase 44% by 2030 compared to that expected for this year, due to high demand for use in batteries that power electric vehicles.
“Demand for nickel is forecast to increase rapidly this decade with the energy transition,” the company said in a statement, adding that the new forecast would be of 6.2 million tonnes in demand.
The company also estimated the company’s own production volumes for the medium term should reach between 230,000 and 245,000 tonnes of nickel per year, compared to a 2022 projection of up to 190,000 tonnes.
Growth in nickel supplies should be driven mainly by Indonesia and Canada, where the company has operations, as well as Australia, it added.
Global demand for copper – also used in vehicle batteries and renewable energy systems – is also expected to rise by about 20% by 2030 to 37 million tonnes, Vale added.
The medium-term forecast for copper is seen at between 390,000 and 420,000 tonnes per year, versus up to 285,000 tonnes forecast for 2022.
The company did not predict that supply would catch up with demand, projecting in the medium and long-term a “structural deficit” of copper.
“Increased demand, coupled with a lack of supply, will attract significant interest across the sector,” it said.

Tesla Battery Metals Bill Balloons to $100 Billion
Originally posted on Mining.com
Elon Musk congratulates Tesla’s Shanghai gigafactory workers after producing one million vehicles. Image: Tesla via Twitter
Elon Musk had plenty of advice for the mining and metals industry at the company’s Battery Day event in September 2020, where the road map to a $25,000 Tesla was laid out.
A couple of days after the event Musk confirmed in a tweet that Tesla will reach production of 20 million vehicles per year “probably before 2030.”
Tesla has been ramping up output at an impressive pace despite lockdowns and power problems in China and a late start in Germany, but the scale of the task is put into perspective by Musk’s proud announcement earlier this month that the Texas-based company has now reached the 3 million vehicle-mark – since its first production model launched in 2008. Tesla is expected to deliver 1.4–1.5 million vehicles in 2022.
Not only did Tesla stop working on a cheap and cheerful Model 2, crucial to achieving those lofty goals, now new data compiled by MINING.COM show the run up in metal prices would make a mass market Tesla at that price point almost impossible to build and the bill of materials for 20 million vehicles a year hard to swallow even for a company that is showered with cheap capital.
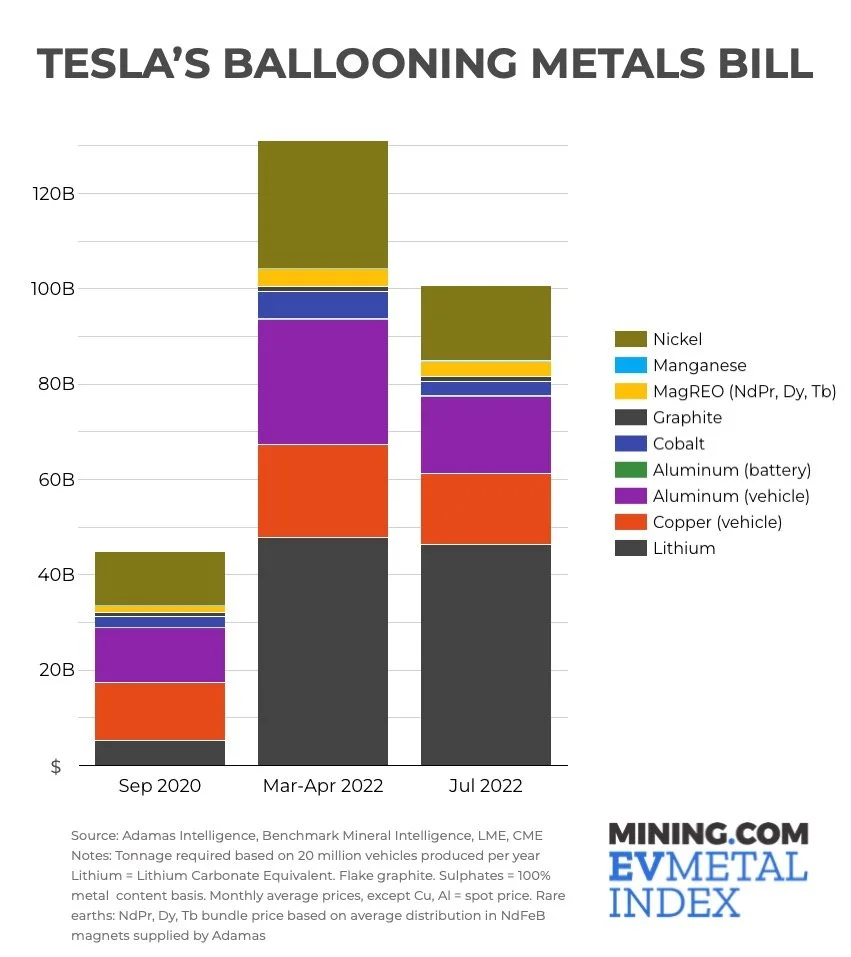
Combining data from Benchmark Mineral Intelligence, a London-headquartered price reporting agency, and battery supply chain consulting firm, Toronto-based Adamas Intelligence, which tracks demand for EV batteries by chemistry, cell supplier and capacity in over 100 countries, shows just how much has changed since that September 2020 tweet.
Extrapolating the current numbers for Tesla’s sales-weighted end-use of metals from the Adamas database and accounting for trends in the carmaker’s battery deployment, including greater use of lithium iron phosphate batteries and future model releases, Adamas calculated the raw materials needed to produce 20m cars and trucks (fingers crossed for the cybertruck before 2030 everyone!) per year.
At today’s price Tesla is on the hook for a bit over $100 billion for the 11.1 million tonnes of raw materials it needs to build 20m cars.*
That’s up from $44.8 billion for the metals entering the battery and electric motor supply chain at the time the production goal was announced.
The jump is mostly on the back of an astonishing 8-fold rise in the price of lithium over the period, which in July averaged more than $60,000 per tonne. In July, lithium made up 46% of the total cost while in September 2020 it was only 11.6%. The persistent high price of lithium is also playing havoc with the economics of LFP batteries – which most EV-makers want for entry-level runabouts.
Nickel made up 25% of the overall bill of materials two years ago, now that portion is 15.7% despite a 40% increase in the price of the metal since then.
In March-April when battery metals were hitting multi-year and all-time highs that total was $131 billion.
Bar lithium, prices have pulled back sharply since March (cobalt is down from a peak of $92,000 to under $50,000) but through to the end of the decade most, if not all these commodities will likely become more expensive as supply struggles to keep up with demand.
As automakers (and the renewable energy sector) scramble for lithium, nickel, cobalt, graphite, rare earths, aluminium, manganese and copper securing supply may ultimately be a bigger issue than costs.
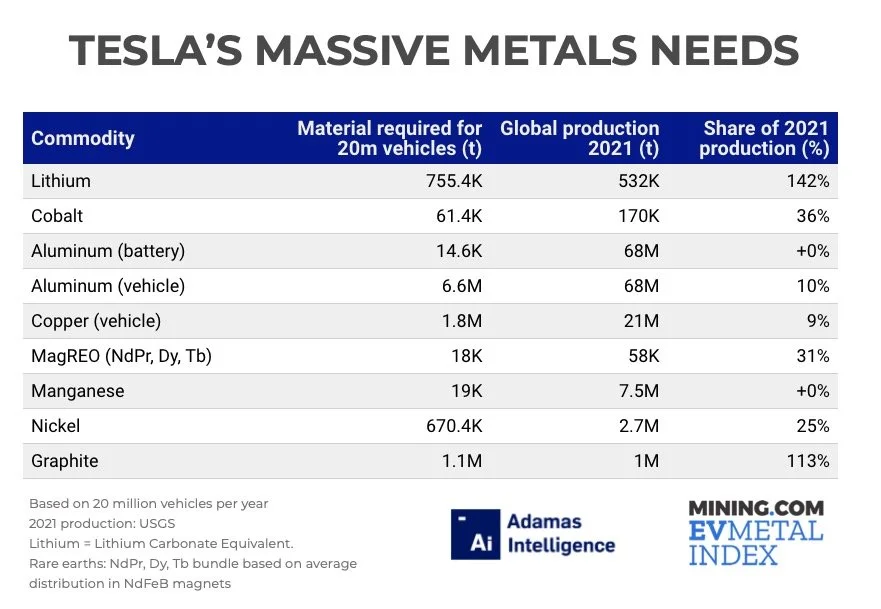
To produce 20m vehicles Tesla alone needs more than the total volume of lithium and natural graphite produced last year, almost a third of the magnet rare earths, 36% of the cobalt, and so on.
No single enterprise consumes 1.8m tonnes of copper per year, not even China’s state grid, and laying your hands on a quarter of the world’s nickel may prove impossible, no matter how many times you meet with the Indonesian president.
$100 billion is a nice round number for mining companies hoping to supply the raw materials for the world’s number one electric carmaker.
So is $1 trillion when every automaker is an electric one.
*To better reflect the market opportunity for the mining industry, the chart represents upstream prices where relevant. For instance, synthetic graphite costs much more than mined flake and downstream value added products like CSPG (coated spherical purified graphite) used in battery manufacture are many times more expensive still.
Also keep in mind the kilograms that end up in every newly sold Tesla are fractions of what would have been procured upstream — a factor that is sometimes omitted from estimates of metal requirements is low yields in the conversion and manufacturing process, with a not insignificant portion ending up on battery factory floors as so-called black mass.

Volkswagen, Mercedes-Benz team up with Canada in battery materials push
Originally Posted on Mining.com
Image from Volkswagen.
German carmakers Volkswagen and Mercedes-Benz on Tuesday intensified efforts to secure access to key battery materials lithium, nickel and cobalt by striking cooperation agreements with mineral-rich Canada.
The move comes as automakers roll out their electric-vehicle expansion strategies globally in a bid to challenge sector leader Tesla. These strategies depend on sufficient supplies of vital battery materials.
No financial details were disclosed for the memorandum of understanding (MoU) agreements, which were signed in Canada during a visit by German Chancellor Olaf Scholz and a delegation of German corporate representatives.
“The supply of battery raw materials and the production of precursor and cathode materials with a low carbon footprint will allow for a fast and sustainable ramp-up of battery capacity – a key lever for our growth strategy in North America,” outgoing Volkswagen Chief Executive Herbert Diess said.
Volkswagen aims to build, with partners, six large battery cell factories in Europe by 2030 with a capacity of around 240 gigawatt-hours, as well as a dedicated factory in North America for which it is currently examining potential sites.
VW is targeting initial capacity of 20 gigawatt-hours at the North American plant, said Thomas Schmall, Volkswagen AG board member and head of the automaker’s Power Co battery unit.
At a media briefing Tuesday, Schmall said the company aims to announce the North American plant location and potential mining and refining partners by the end of the year.
“Everything in our planned rollout of electric vehicles depends on the supply of batteries,” Schmall said.
Pablo Di Si, incoming president and CEO of VW Group of America, said the automaker’s US plant in Chattanooga, Tennessee, aims to build 90,000 electric vehicles next year, adding that they will “most likely” qualify for the full $7,500 tax credit under the new Inflation Reduction Act.
Mercedes-Benz, meantime, is preparing to go fully electric by the end of the decade wherever market conditions allow, and has recently struck a deal with China’s CATL to ensure battery cell supply in Europe.
As part of the MoU, Mercedes-Benz will explore a strategic partnership with Rock Tech Lithium under which the Canadian firm would supply the German carmaker and its battery partners with up to 10,000 tonnes of lithium hydroxide a year from 2026.
Volkswagen has said it could become a shareholder in local mining firms to make sure it is first in line when it comes to supply.

First phase of 800MWh world biggest flow battery commissioned in China
Originally posted on Energy Storage News
by Andy Colthorpe

Detail of cell stacks at the completed demonstration system at VRB Energy’s project in Hubei Province. Image: VRB Energy.
Commissioning has taken place of a 100MW/400MWh vanadium redox flow battery (VRFB) energy storage system in Dalian, China.
The biggest project of its type in the world today, the VRFB project’s planning, design and construction has taken six years. It was connected to the Dalian grid in late May, according to a report this week by the China Energy Storage Alliance (CNESA) industry group.
The system is in Dalian City’s Shahekou District, which is in Liaoning Province in northeastern China. It will contribute to lowering the peak load on the grid in Dalian City and could even play a role at provincial level, improving power supply and the capability to connect new generation sources like renewable energy to the grid.
VRFB developer and manufacturer Rongke Power supplied the battery technology. The company is a spin-off from the Dalian Institute of Chemical Physics of the Chinese Academy of Sciences and the institute has overseen the project through doctoral supervisor and head of its energy storage department Li Xianfeng.
Rongke Power had been cited to be working with US-headquartered flow battery technology company UniEnergy Technologies on the project previously, but that company’s Chapter 11 bankruptcy was widely reported late last year and even its website now appears to be offline.
An update on the project’s progress which was issued in June by the trade group Zhongguancun Energy Storage Industry Alliance from Beijing said the VRFB technology was developed by the Dalian Institute of Chemical Physics team.
Together, the academics have worked with Rongke Power on almost 40 commercial demonstration flow battery projects already, the alliance said, including projects both in China and overseas, such as a 10MW/50MWh system which was the world’s biggest when completed in 2013 and a 10MW/40MWh project at a wind farm.
Previously, the biggest flow battery installation in the world was a 15MW/60MWh system deployed in 2015 in northern Japan by Sumitomo Electric. Sumitomo Electric brought online a second, 51MWh large-scale system in April this year, which again would still rank among the world’s biggest for a technology which is regarded highly for its technical capabilities but has so far largely been unable to scale up.
However, the Dalian project is, as well as being a demonstration project and part of a wave of large-scale VRFBs China is looking to deploy, only at its first phase of construction. A second phase will bring it up to 200MW/800MWh.
Scale of China VRFB projects dwarf anything else in the world so far
It was the first project to be approved under a national programme to build large-scale flow battery demonstrations around China back in 2016 as the country’s government launched an energy storage policy strategy. It is thought that various factors including unexpected volatility in the price of vanadium and demand for the metal in other industries like construction had slowed the programme somewhat according to sources Energy-Storage.news had spoken to previously.
Elsewhere, in China’s Hubei Province, another (very) large-scale VRFB is being built in phases that was approved through the same programme. Canada-headquartered VRB Energy is constructing that 100MW/500MWh facility, with a ceremony held to signal the start of construction in August last year for an initial 100MWh phase.
VRB Energy and its local partners had already built a successful 3MW/12MWh demonstration project in Hubei and a VRFB factory with 1,000MWh annual production capacity could be built at the site at a later date too.
The Hubei project’s cost for 500MWh of VRFB, along with a combined 1GW of solar PV and wind generation from which it will charge, was cited as around US$1.44 billion.
The first phase of Rongke Power’s Dalian project meanwhile was given as RMB1.9 billion (US$298 million) in CNESA’s announcement, equivalent to RMB4.75/Wh (US$0.7/Wh).
Although not on the scale individually of either Chinese project, some megawatt-scale flow battery projects have been completed, announced or begun construction in recent months around the world.
In the UK, the world’s largest battery storage system to hybridise lithium-ion and vanadium flow went officially into commercial operation this summer, pairing 50MW/50MWh of lithium with a 2MW/5MWh VRFB system.
The flow battery company behind that project, Invinity Systems, is also supplying Australia’s first grid-scale flow battery storage, a 2MW/8MWh system co-located with a 6MWp solar PV plant in South Australia. Invinity will also supply a 2.8MW/8.4MWh battery storage system at a demonstration project in Alberta, Canada.
At the larger end of the scale, California non-profit energy supplier Central Coast Community Energy (CCCE) picked three VRFB projects as part of a procurement of resources to come online by 2026, ranging from 6MW/18MWh to 16MW/128MWh and totalling 226MWh.
One thing limiting the size and scale of flow batteries today is access to vanadium pentoxide, which is used in their electrolytes. While vanadium itself is abundant in both its raw primary form and as a secondary byproduct of steel production, not many facilities to process it into electrolyte exist.
This has led some flow battery companies like Austria’s CellCube and others to focus on the commercial and industrial (C&I) and microgrid segment of the energy storage market, at least for the time being.
Energy-Storage.news’ publisher Solar Media will host the 1st Energy Storage Summit Asia, 11-12 July 2023in Singapore. The event will help give clarity on this nascent, yet quickly growing market, bringing together a community of credible independent generators, policymakers, banks, funds, off-takers and technology providers. For more information, go to the website.

Saudi Focus on Minerals Needed in Power Transition, EVs
Originally posted on Asharq Al-Awsat
Riyadh - Fatehalrahman Youssef

Saudi Arabia pushes to intensify mining investments amid focus on minerals with future demand (Asharq Al-Awsat)
Saudi Vice-Minister for Mining Affairs Khalid Al-Mudaifer has predicted a fourfold increase in the demand for minerals used in clean energy technologies and electric vehicles by 2040.
Al-Mudaifer stressed that the Kingdom of Saudi Arabia is focused on benefiting from the knowledge and experience of developed mining regions.
The vice-minister noted that net consumption of minerals like graphite, cobalt, vanadium, and nickel will exceed demand by two-thirds by 2050.
Moreover, current supplies of copper, lithium and platinum are insufficient to meet future needs. Al-Mudaifer projected a 30%- 40% supply gap for those minerals.
He explained that the new mining strategy in the Kingdom launched more than 40 initiatives designed to improve the general climate for mining and attract the investment required for the success of this new industry.
According to Al-Mudaifer, Saudi Arabia is focused on developing sustainable integrated value chains, which are enabled by creating an investment environment based on simple licensing and sustainability processes.
Additionally, Al-Mudaifer mentioned the benefits of devoting financial and human resources to bring about a rapid transformation in the mining sector in Saudi Arabia.
Al-Mudaifer noted that the mining investment system in the Kingdom provides a clear regulatory environment, as well as a transparent digital process for requests for licenses and approvals.
He added that the Kingdom’s efforts to create one of the best mining investment climates in the world has led to a 27% year-on-year growth in Saudi mining revenues in 2021.
“We have made great progress creating one of the most favorable mining investment climates in the world, resulting in a 27% year-on-year growth in mining revenues in 2021, totaling more than $8-billion in foreign direct investment attracted by the Ministry,” Al-Mudaifer told Mining Weekly.
Moreover, a recent survey reveals the enthusiasm expressed by mining industry investors regarding the opportunities in Saudi Arabia, with nearly 80% of those surveyed considering investing in the sector. This relative optimism, Al-Mudaifer said, speaks to the success of the Saudi Arabian mining sector transformation.

Vanadium set for “disruptive” demand growth as battery energy storage boom gains momentum: Vanitec
Originally posted on Vanitec
by Dr Yu Li
According to an independent analysis by market intelligence and advisory firm, Guidehouse Insights, global annual deployments of vanadium redox flow batteries (VRFBs) are expected to reach approximately 32.8 GWh per annum by 2031. This represents a compound annual growth rate (CAGR) of 41% over the forecasted period.
The VRFB deployment forecast by Guidehouse Insights would equate to between 127,500 and 173,800 tons of new vanadium demand per year by 2031, according to Vanitec calculations based off Guidehouse’s projection. That would be more than twice as much vanadium as is currently produced annually today.
In a report on the metals required for clean energy commissioned by Eurometaux – Europe’s metals association – VRFBs were identified as one of the alternative energy storage technologies that may grow in importance and might reach penetration rates of 20% of the market. These findings point towards significant vanadium demand increases equivalent to +110% of current demand, and echo Guidehouse Insights’ demand forecast.
Vanitec, the not-for-profit international global member organisation whose objective it is to promote the use of vanadium-bearing materials, says that while vanadium is mainly used within the steel industry, vanadium is increasingly being recognised for its use in VRFBs. These long duration batteries can store large amounts of electrical energy produced by solar and wind power generators on a daily basis as a means to drive the deep decarbonization of electric power systems.
Vanadium has therefore been classified as a critical raw material by several countries around the world. The European Commission identified and formally registered vanadium on the 2017 list of Critical Raw Materials for the European Union, while the United States, Canada and Australia have also listed vanadium as critical to supporting their economies.
As power grids across the world continue to replace fossil fuel power plants with large scale renewable energy solutions, long-duration energy storage is critical to ensuring reliable grid operation. VRFBs assist by smoothing out peaks and deficits in power demand, thereby maintaining a consistent and uninterrupted flow of electricity to the grid.
Vanitec CEO John Hilbert says renewable energy has become one of the most talked-about topics in recent times. “Solar and wind power are fantastic sources of low-carbon energy. However, renewable energy is a variable power source that poses a key challenge in the global effort to displace fossil fuels with renewable energy generation. Energy storage solutions like VRFBs are essential in enabling the energy transition to a carbon neutral world, as they provide stationary, utility-scale and long-duration energy storage with low maintenance costs, safe operation, and little environmental impact.”
The VRFB market is poised for steeper growth in the coming years, especially as demand for long-duration storage capabilities increases, but also owing to the technology’s durability and safety. Other advantages of VRFBs include:
Application: Stores large amounts of variable renewable energy to be used at other times of the day, when the electricity is demanded.
Durability: Minimal capacity degradation resulting in significantly longer cycle lifetimes than Li-ion battery technology. VRFBs could be fully discharged multiple times each day without impacting the longevity of the system.
Reusability: Liquid electrolytes used in VRFBs can be reused in another battery after the rest of the battery components have worn down. This improves the battery’s economics and sustainability.
Safety: Flow batteries use aqueous electrolytes, which are largely composed of water and inherently non-flammable. VRFBs do not present the same explosion or fire risks that Li-ion systems do.
“VRFBs are also supported by existing industries in their scale up. Many vanadium industry stakeholders see VRFBs as a major source of new demand for the metal that has traditionally been used in steel alloys,” states Mikhail Nikomarov, Chairman of the Vanitec Energy Storage Committee (ESC) and CEO of Bushveld Energy.
VRFBs are a proven and rapidly growing commercial-scale technology that can store energy from renewable sources and provide on-demand, round-the-clock, carbon-free power.

Rising flow battery demand ‘will drive global vanadium production to double by 2031’
Originally posted on Energy Storage News
by Andy Colthorpe

Cell stacks at a large-scale VRFB demonstration plant in Hubei, China. Image: VRB Energy.
The vanadium redox flow battery (VRFB) industry is poised for significant growth in the coming years, equal to nearly 33GWh a year of deployments by 2030, according to new forecasting.
Vanadium industry trade group Vanitec has commissioned Guidehouse Insights to undertake independent analysis of the VRFB energy storage sector. These have been collected in a white paper, “Vanadium redox flow batteries: Identifying opportunities and enablers”.
The research and market intelligence firm found that while lithium-ion dominates global energy storage deployments today by market share, various attributes of VRFBs make them a promising option in tandem with existing chemistries.
Advantages include the long lifespan and durability of VRFBs, their low operating costs, non-flammable design and a low environmental impact, both in manufacturing and in operation. Meanwhile, they can meet the needs of developers that require long-duration energy storage and can be operated with minimal maintenance for a 20-year lifespan, Guidehouse said.
Major R&D efforts have been made into the technology invented at the University of New South Wales in Australia, by both private and public companies and institutions since patents began expiring in the early 2000s.
Guidehouse noted however that despite the progress and attractive features of VRFBs, commercial challenges that have prevented them from take-off persist.
VRFBs have a higher capital cost than lithium-ion battery energy storage system (BESS) technology but can offer a lower cost of ownership and levelised cost of energy storage over their lifetime. Yet this detail is often missed when procurement decisions are made.
There is also what the analysts described as an over-reliance on lithium in the market today, but if VRFB manufacturing and deployment can scale up, continuous growth in the industry could be unlocked.
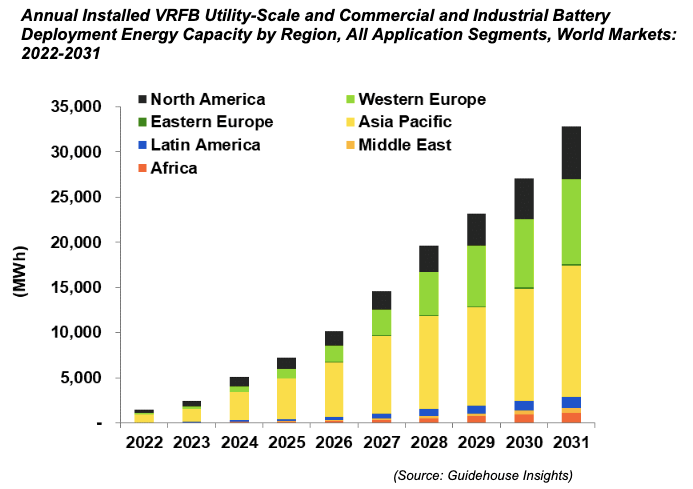
Forecasted CAGR of VRFB deployments worldwide. Image: Vanitec / Guidehouse Insights.
Forecasting a healthy growth trajectory for VRFBs
The white paper picked up on a couple of major projects that it said was evidence of growing interest in flow batteries internationally.
These were a 800MWh project in China by Rongke Power/UniEnergy that is scheduled to come online this year and a 200MWh project in South Australia which is in development through manufacturer CellCube, while the biggest VRFB installation in the world today is a 15MW/60MWh system brought online in northern Japan by maker Sumitomo Electric a few years ago.
Revenues from VRFB project deployments are expected to be worth about US$850 million this year and projected to rise to US$7.76 billion by 2031.
That means annual global deployments of an estimated 32.8GWh per year by that later year and a compound annual growth rate of 41% in the market over this decade.
In terms of regions, Guidehouse expects Asia-Pacific to lead installation figures, with Western Europe and North America the other top global regions. Asia-Pacific deployments are predicted to reach about 14.5GWh annually, Western Europe about 9.3GWh and North America about 5.8GWh according to the white paper.
Vanadium is currently used in a number of industries, with the biggest share today being as an additive that can greatly strengthen steel alloys used in construction with even just a small amount of vanadium added.
As we noted in an article last year for the journal PV Tech Power, there are however only three primary vanadium producers in the world, with the majority of vanadium coming from secondary sources as a byproduct of steel production.
That said, there are efforts ongoing to create bigger resources of vanadium feedstock, not least of all in Australia where financial support has been extended to companies looking to extract vanadium from the ground and turn it into electrolyte.
Guidehouse Insights forecasts that the growth of VRFBs will be such that by 2031, between 127,500 and 173,800 tonnes of new vanadium demand will be created, equivalent to double the demand for the metal today.
The electrolyte constitutes around 30% to 50% of the total system cost of a VRFB energy storage project, which Guidehouse noted is the highest percentage cost for a key mineral in any type of battery. However, the batteries could be capable of 10,000 to 20,000 cycles during their lifetime without requiring rest periods or experiencing capacity degradation, which raises their operational availability versus an average of around 3,000 cycles for Li-ion batteries.
The paper does acknowledge some of the technology’s downsides, albeit whilst pointing out that the industry is working to address those, such as: lower round-trip efficiency (flow batteries average 70% to 85%, versus 90% to 95% for Li-ion), lower energy density and therefore larger footprint and the most pressing barrier, the need to “substantially reduce costs,” in light of the technology’s vulnerability to spikes in the price of vanadium and high capital cost.
The white paper can be viewed on Vanitec’s website here.